Что такое вакуумная машина для вулканизации резины
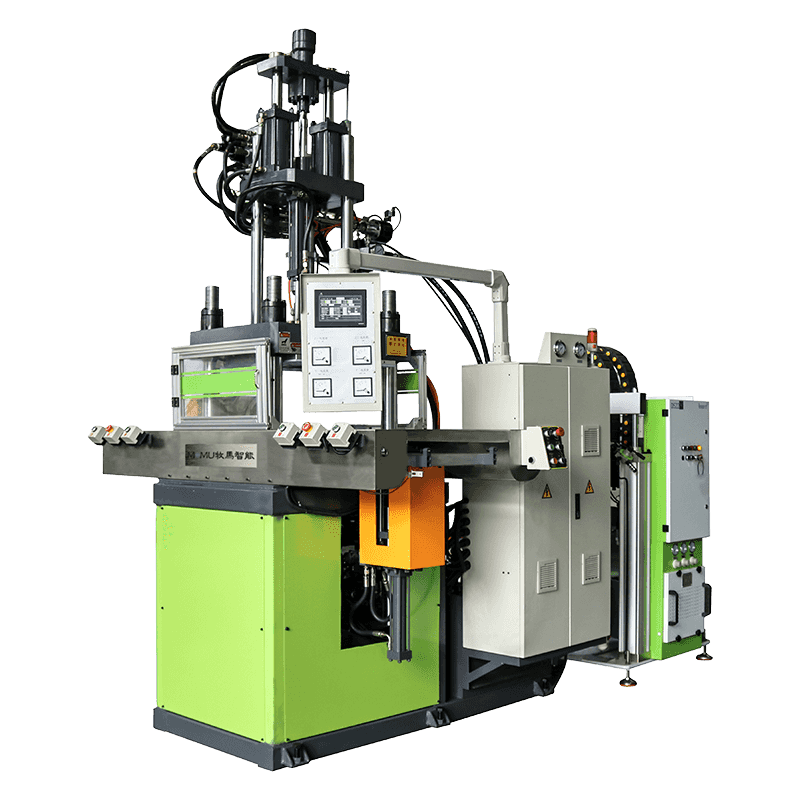
А вакуумная машина для вулканизации резины представляет собой промышленную систему прессования, которая сочетает в себе тепло, давление и контролируемую вакуумную среду для отверждения резиновых смесей до их окончательной, прочной формы. Вулканизация — это химический процесс, при котором сырая или смешанная резина сшивается под действием тепла и отвердителя — обычно серы или перекиси — превращая мягкий, податливый материал в прочный, эластичный и термически стабильный продукт. Добавление вакуума к этому процессу — вот что отличает эту машину от стандартных прессов для резины: откачивая воздух и летучие газы из полости формы до и во время отверждения, машина устраняет пористость, воздушные ловушки и дефекты пустот, которые в противном случае могли бы поставить под угрозу структурную целостность и качество поверхности готовой резиновой детали.
Эта технология широко применяется в отраслях, где резиновые компоненты должны соответствовать строгим стандартам по однородности плотности, качеству поверхности, точности размеров и механическим характеристикам. От автомобильных уплотнений и прокладок для аэрокосмической промышленности до силиконовых деталей медицинского назначения и прецизионных промышленных диафрагм, машины вакуумной вулканизации производят резиновые изделия, с которыми стандартные методы горячего прессования просто не могут сравниться по консистенции или бездефектному качеству.
Как работает процесс вакуумной вулканизации
Рабочий цикл вакуумной машины для вулканизации резины состоит из тщательно последовательных этапов, каждый из которых играет решающую роль в достижении бездефектного отверждения. Понимание этой последовательности помогает операторам и инженерам оптимизировать параметры процесса для конкретных резиновых смесей и геометрии пресс-форм.
Загрузка формы и первоначальное закрытие
Процесс начинается с помещения неотвержденной резиновой смеси — в виде заготовки, листа или впрыскиваемой смеси — в полость формы. Затем форму закрывают до предварительного давления, которое удерживает резину на месте без приложения полной силы вулканизации. На этом этапе форма не полностью герметична, а вакуумная система еще не активирована.
Вакуумная эвакуация
Как только форма достигает своего предварительного закрытого положения, включается вакуумный насос и вытягивает воздух из полости формы через специальные дренажные каналы, прорезанные в форме или плите. Целевой уровень вакуума обычно находится в диапазоне от -0,08 МПа до -0,098 МПа (приблизительно 95–99% вакуума), а фаза вакуумирования длится от 15 до 90 секунд в зависимости от объема формы и типа соединения. На этом этапе из резиновой смеси удаляется растворенный воздух, удаляется влага и летучие побочные продукты, которые в противном случае образовали бы пузырьки или пустоты во время отверждения.
Нанесение под полным давлением и отверждение
При поддержании вакуума пресс создает полное давление зажима — обычно от 10 до 25 МПа в зависимости от спецификации продукта — в то время как нагретые плиты доводят форму до целевой температуры отверждения, обычно между 150–200 °C для большинства соединений, отверждаемых серой. Сочетание тепла и давления инициирует и запускает реакции сшивания внутри резиновой матрицы. Время отверждения варьируется от нескольких минут для тонких срезов до более часа для толстых или сложных деталей. На протяжении всей этой фазы вакуум продолжает подавлять миграцию остаточного газа.

Сброс давления и распалубка
После завершения цикла отверждения пресс сбрасывает зажимное давление, вакуум стравливается и форма открывается. Затвердевшая резиновая деталь удаляется – обычно с помощью выталкивателей или сжатого воздуха – и подвергается проверке после отверждения. Обрезка, если она требуется, выполняется до того, как деталь приступит к контролю качества и упаковке.
Основные преимущества вакуумной вулканизации перед стандартными методами горячего прессования
Вакуумная среда фундаментально меняет качество отверждения резины. Производители, которые переходят от традиционной вулканизации горячим прессом к вакуумным системам, постоянно сообщают об измеримых улучшениях по множеству показателей качества и производительности:
- Устранение пористости и воздушных включений: Аir trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- Превосходное качество поверхности: Без скоплений воздуха на границе поверхности формы резина аккуратно проникает в каждую деталь полости, создавая более острые края, более четкие надписи или воспроизведение текстуры, а также гладкую поверхность без дефектов, что снижает требования к вторичной отделке.
- Улучшенная размерная согласованность: Вакуумное отверждение гарантирует, что резина равномерно заполняет полость формы в контролируемых условиях, уменьшая разброс толщины и разброс размеров деталей — важнейшее требование для уплотнений, где допуски жесткие.
- Лучшая производительность с чувствительными к влаге составами: Силиконовая резина, EPDM и некоторые специальные соединения чувствительны к загрязнению влагой во время отверждения. Вакуумная среда удаляет влагу до того, как она может вызвать вздутие поверхности, изменение цвета или неполное отверждение в пораженных зонах.
- Снижение количества брака и переделок: Устраняя основные причины внутренних и поверхностных дефектов, вакуумная вулканизация значительно снижает долю деталей, которые не проходят проверку, сокращая отходы материала и трудозатраты на доработку.
- Совместимость со сложной геометрией: Глубокие полости, тонкие стенки, подрезы и сложные внутренние каналы заполняются более надежно, когда форма находится под вакуумом, поскольку нет конкурирующего давления воздуха, препятствующего потоку резины в ограниченные области.
Отрасли промышленности и применения, в которых используются машины для вакуумной вулканизации резины
Спрос на машины вакуумной вулканизации охватывает широкий спектр отраслей, каждая из которых имеет особые требования к производительности, которые делают вакуумный процесс либо крайне предпочтительным, либо технически обязательным:
| Промышленность | Типичные продукты | Ключевое требование |
| Аutomotive | Дверные уплотнители, прокладки, уплотнительные кольца, втулки | Точность размеров, нулевая пористость |
| Аerospace | Уплотнения топливной системы, виброгасители | Бездефектная конструкция, высокая надежность |
| Медицинское оборудование | Силиконовые имплантаты, диафрагмы, трубки | Чистота, качество поверхности, биосовместимость |
| Электроника | Клавиатуры, разъемы, инкапсуляция | Воспроизведение мелких деталей, последовательность |
| Промышленное оборудование | Диафрагмы насосов, ролики, детали конвейеров | Механическая прочность, равномерная плотность |
| Обувь | Резиновые подошвы, детали пятки | Чистота поверхности, устойчивость к истиранию |
| Энергетика/Нефть и Газ | Уплотнения высокого давления, пакеры, рукава | Герметичность давления, химическая стойкость |
В таких секторах, как аэрокосмическая промышленность и медицинское оборудование, вакуумная вулканизация — это не просто предпочтение качества, это требование сертификации. Нормативные стандарты, регулирующие резиновые компоненты в этих областях, требуют наличия бездефектных внутренних структур, которых можно надежно достичь только за счет вакуумной вулканизации.
Ключевые технические характеристики, на которые следует обратить внимание при выборе машины
Выбор подходящей машины для вакуумной вулканизации резины требует тщательной оценки как механических характеристик, так и характеристик управления процессом. Следующие параметры оказывают самое непосредственное влияние на производственные возможности и качество продукции:
Размер и конфигурация стола
Размеры плиты определяют максимальную площадь, занимаемую пресс-формой, которую может разместить машина. Обычные размеры плит варьируются от 300 × 300 мм для лабораторного производства или производства мелких деталей до 1200 × 1200 мм для крупных промышленных компонентов. Конфигурации с несколькими источниками освещения — машины с тремя или более уровнями плит — позволяют одновременно отверждать несколько форм, значительно увеличивая производительность за машинный цикл без необходимости дополнительной площади.
Зажимная сила
Усилие зажима, выраженное в килоньютонах (кН) или тоннах, должно быть достаточным для поддержания полного закрытия формы против внутреннего давления, создаваемого расширяющейся резиной во время отверждения. Недостаточная сила зажима приводит к заусенцам, разрастанию размеров и дефектам отделения формы. Типичные усилия зажима варьируются от 100 кН для небольших прессов до более 10 000 кН для крупноформатных промышленных систем.
Производительность вакуумной системы
Производительность вакуумного насоса и достижимый уровень вакуума являются критическими параметрами. Насос высокой производительности быстрее достигает целевого уровня вакуума, сокращая время цикла. Уровень вакуума должен проверяться с помощью калиброванных манометров с возможностью регистрации данных, особенно для производителей, производящих продукцию в соответствии со стандартами качества аэрокосмической или медицинской отрасли, которые требуют документированных записей процесса для каждой производственной партии.
Равномерность температуры по всей плите
Изменение температуры на поверхности плиты напрямую приводит к неравномерной скорости отверждения внутри формы. Передовой опыт отрасли требует обеспечения однородности температуры в пределах ±2°C по всей площади плиты. Машины, оснащенные нагревательными элементами с независимыми зонами и ПИД-регуляторами температуры с обратной связью, обеспечивают более высокую однородность, чем однозонные системы, и эти характеристики следует проверять с помощью фактических данных измерений, предоставленных производителем.
Система управления и регистрация данных
Современные машины для вакуумной вулканизации оснащены программируемыми логическими контроллерами (ПЛК) и человеко-машинными интерфейсами (HMI) с сенсорным экраном, которые позволяют операторам хранить несколько рецептов вулканизации, устанавливать многоступенчатые профили давления и температуры и отслеживать параметры процесса в режиме реального времени. Возможность регистрации данных — регистрация температуры, давления, уровня вакуума и времени цикла для каждого производственного цикла — все больше требуется системам управления качеством, работающим в соответствии со стандартами ISO или IATF.
Распространенные перерабатываемые резиновые смеси и их особые требования
Различные резиновые смеси ведут себя по-разному в условиях вакуумной вулканизации, и параметры процесса машины необходимо соответствующим образом регулировать. К наиболее часто обрабатываемым материалам относятся:
- Натуральный каучук (NR): Требует умеренных температур отверждения (150–160°C) и значительно выигрывает от вакуума из-за его склонности поглощать атмосферную влагу во время хранения состава. Вакуумная откачка предотвращает образование пузырей на поверхности, вызванных выделением пара во время отверждения.
- Силиконовая резина (VMQ/LSR): Силикон очень чувствителен к загрязнениям и влаге. Вакуумная вулканизация, по сути, является стандартной практикой для медицинских и пищевых силиконовых деталей, где любая пористость или дефект поверхности недопустимы. Температура отверждения обычно находится в диапазоне от 160°C до 200°C.
- ЭПДМ: Соединения EPDM, широко используемые в автомобильных герметиках и кровельных мембранах, во время отверждения выделяют летучие побочные продукты, которые создают внутренние пустоты без помощи вакуума. Вакуумная откачка является стандартной для высокопроизводительных уплотнительных компонентов из EPDM.
- Нитриловый каучук (NBR): NBR, широко используемый в маслостойких уплотнениях и уплотнительных кольцах, выигрывает от вакуумной обработки при производстве деталей для гидравлических и пневматических систем, где внутренняя структура без пустот имеет решающее значение для целостности давления.
- Фторуглеродная резина (FKM/Витон): Высокоэффективный герметик для экстремальных химических и температурных условий. FKM стоит дорого, поэтому уровень дефектов при невакуумной обработке становится серьезной проблемой. Вакуумная вулканизация существенно снижает процент брака этого материала.
Методы технического обслуживания, обеспечивающие производительность и долговечность машины
А vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- Обслуживание вакуумного насоса: Вакуумный насос является наиболее трудоемким компонентом. Пластинчато-роторные насосы с масляным уплотнением требуют замены масла с интервалами, указанными производителем — обычно каждые 500–1000 часов работы — и состояние масла следует визуально проверять ежедневно. Загрязненное масло насоса снижает достижимый уровень вакуума и увеличивает износ насоса.
- Калибровка температуры плиты: Температуру поверхности плиты следует проверять с помощью калиброванных эталонных термопар не реже одного раза в квартал. Температурный дрейф, вызванный старением нагревательных элементов или деградацией термопар, напрямую влияет на качество отверждения и может остаться незамеченным без систематических проверок калибровки.
- Проверка гидравлической системы: Ежемесячно проверяйте уровень и состояние гидравлической жидкости. Проверяйте шланги, фитинги и уплотнения цилиндров на предмет утечек в начале каждой смены. Гидравлическое давление следует проверять на соответствие номинальным характеристикам машины ежеквартально с помощью независимого манометра.
- Вакуумная линия и целостность уплотнения: Осмотрите все вакуумные линии, фитинги и канавки уплотнений пресс-формы на предмет трещин, скопления резинового мусора или разрушения уплотнения. Даже небольшие утечки вакуума значительно снижают достижимый уровень вакуума и ставят под угрозу стабильность процесса.
- Смазка плиты и направляющей колонки: Аpply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
Создание документированного графика профилактического обслуживания с подписанными протоколами выполнения каждой задачи настоятельно рекомендуется производителям, работающим в соответствии с ISO 9001, IATF 16949 или эквивалентными системами управления качеством. Правильное техническое обслуживание не только продлевает срок службы машины, но также гарантирует, что параметры процесса, записанные во время проверки, остаются репрезентативными для фактической производительности машины на протяжении всего жизненного цикла производства.