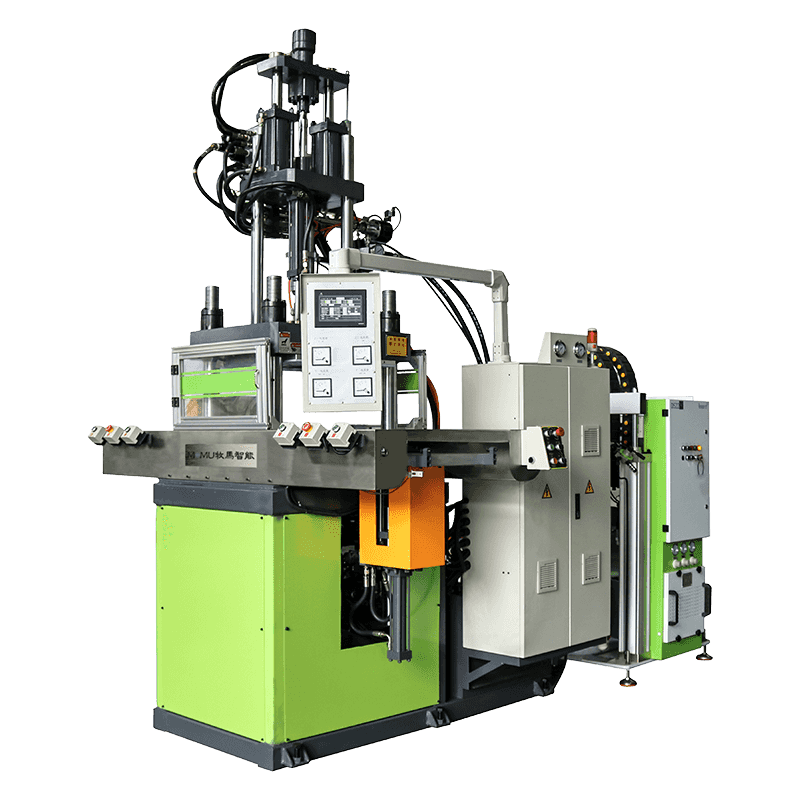
Литье жидкой силиконовой резины (LSR) под давлением — один из наиболее точных и универсальных производственных процессов, доступных для производства гибких, термостойких и биосовместимых силиконовых компонентов. В центре этого процесса находится термопластавтомат LSR — узкоспециализированное оборудование, которое принципиально отличается от стандартных машин для литья термопластов. Независимо от того, оцениваете ли вы обработку LSR для медицинских устройств, автомобильных уплотнений, детских товаров или бытовой электроники, понимание того, как эти машины работают и что делает их уникальными, имеет важное значение для принятия обоснованных производственных решений.
Что отличает литье под давлением LSR от стандартного литья под давлением
Стандартное литье термопластов под давлением плавит твердые пластиковые гранулы, впрыскивает расплавленный материал в охлажденную форму и выбрасывает затвердевшую деталь. Литье под давлением LSR работает в прямо противоположном термическом направлении. Жидкий силиконовый каучук представляет собой двухкомпонентный термореактивный материал, подвергаемый холодной обработке, который хранится при комнатной температуре и закачивается в нагретую форму, где он сшивается — или вулканизируется — в свою окончательную твердую форму.
Такое обращение теплового процесса имеет глубокие последствия для конструкции машин. Система подачи материала должна оставаться холодной, чтобы предотвратить преждевременное отверждение, а форма должна быть нагрета — обычно от 150°C до 220°C — чтобы запустить и завершить реакцию вулканизации в течение контролируемого времени цикла. Каждый компонент термопластавтомата LSR спроектирован с учетом логики процесса холодной подачи и горячего отверждения.
Кроме того, LSR представляет собой систему, состоящую из двух частей: компонент A содержит базовый силиконовый полимер и платиновый катализатор, а компонент B содержит сшивающий агент и пигменты или другие добавки. Эти два компонента необходимо отмерить в точном соотношении 1:1 по объему, тщательно перемешать без образования пузырьков воздуха и ввести в форму до начала значительного отверждения.

Ключевые компоненты литьевой машины LSR
Система литья под давлением LSR состоит из нескольких интегрированных подсистем, каждая из которых выполняет важную функцию по производству однородных, бездефектных силиконовых деталей.
Барабанная насосно-дозирующая установка
Бочковой насосный агрегат вытягивает два компонента LSR из исходных подающих барабанов с помощью следящих пластин, которые прижимают поверхность материала, чтобы предотвратить попадание воздуха. Каждый компонент подается через отдельный, точно откалиброванный дозирующий насос — обычно шестеренный или поршневой насос — который контролирует объемный расход с высокой точностью. Соотношение между компонентом А и компонентом Б поддерживается точно 1:1 на протяжении всего выстрела. Любое отклонение от этого соотношения приводит к неполному отверждению, слипанию деталей или снижению физических свойств готового компонента.
Статическая и динамическая система смешивания
После дозирования два компонента проходят через систему смешивания перед попаданием в инъекционный цилиндр. Статические миксеры — спиральные элементы внутри трубки — создают турбулентное складывание, которое тщательно смешивает компоненты без движущихся частей. Для составов с критическим цветом или высоким содержанием добавок можно использовать динамические смесители с вращающимися элементами для более интенсивного смешивания. Система смешивания должна производить полностью однородную смесь без захвата воздуха, так как любые включения воздуха будут проявляться в виде пустот или дефектов поверхности отливаемой детали.
Инъекционный цилиндр и шнек с холодным каналом
В отличие от машин для изготовления термопластов, в которых цилиндр нагревается, инъекционный цилиндр LSR охлаждается — часто водой или хладагентом — для поддержания материала ниже температуры его активации во время дозирования и впрыска. Шнек в машине LSR специально разработан для работы с жидкими материалами с низкой вязкостью. Обычно он имеет низкую степень сжатия и запорный клапан на наконечнике сопла, чтобы предотвратить вытекание силикона низкой вязкости между впрысками. Контроль температуры ствола имеет решающее значение; даже небольшое повышение температуры ствола может привести к преждевременному сшиванию, которое засорит систему и приведет к дорогостоящему простою.
Нагреваемая форма и зажимной блок
Форма в машине LSR электрически нагревается до температуры вулканизации и поддерживается строгая температурная однородность во всех полостях. Зажимной узел, который удерживает форму закрытой от давления впрыска, должен обеспечивать достаточную силу для предотвращения заусенцев, поскольку LSR имеет очень низкую вязкость и проникает даже в мельчайшие зазоры в линии разъема. Усилия зажима для форм LSR рассчитываются на основе проектируемой площади детали и давления впрыска и обычно находятся в диапазоне от 50 до 500 тонн в зависимости от количества полостей и геометрии детали.
Процесс литья под давлением LSR шаг за шагом
Понимание последовательности операций в цикле литья под давлением LSR позволяет понять, почему каждый компонент машины спроектирован именно так, как он есть.
- Дозирование материала: Бочковые насосы забирают компоненты A и B из своих питающих бочек, а дозатор подает их в точном объемном соотношении 1:1 в систему смешивания.
- Смешивание: Два компонента тщательно смешиваются в статическом или динамическом смесителе, в результате чего получается однородная смесь без пузырьков, готовая к инъекции.
- Дозирование: Смешанный LSR дозируется в охлаждаемый инжекторный цилиндр, накапливая точный объем впрыска, необходимый для заполнения всех полостей и системы направляющих.
- Закрытие формы: Зажимной узел закрывает и фиксирует форму при полной силе зажима перед началом впрыска.
- Инъекция: Шнек продвигается вперед, проталкивая LSR через систему холодных каналов в нагретые полости формы с контролируемой скоростью и давлением.
- Вулканизация: Нагретая форма запускает реакцию сшивки, катализируемую платиной. Деталь отверждается внутри формы в течение запрограммированного времени выдержки — обычно от 15 до 90 секунд в зависимости от толщины стенки, марки материала и температуры формы.
- Открытие и расформовка пресс-формы: После завершения отверждения форма открывается и детали выбрасываются — либо вручную, с помощью выталкивающих штифтов, либо с помощью роботизированной системы извлечения из формы. Поскольку детали LSR являются гибкими, их часто можно извлечь из формы сложной геометрии, что было бы невозможно с жесткими термопластами.
Сравнение характеристик литьевой машины LSR
| Спецификация | Типичный диапазон | Важность |
| Зажимная сила | 50–500 тонн | Предотвращает вспышку на LSR с низкой вязкостью. |
| Температура ствола | 5°C – 25°C (охлаждённый) | Предотвращает преждевременное отверждение в бочке |
| Температура пресс-формы | 150°С – 220°С | Контролирует скорость отверждения и свойства детали. |
| Точность дозирования | ±0,5% или лучше | Обеспечивает полное и последовательное отверждение. |
| Объем выстрела | 0,1 см³ – 3000 см³ | Определяет размер детали и количество полостей |
| Время цикла отверждения | 15 – 90 секунд | Влияет на производительность и себестоимость продукции |
| Количество полостей | 1 – 128 | Масштабирует производительность для крупносерийного производства |
Отрасли и области применения, в которых используются термопластавтоматы LSR
Уникальное сочетание свойств LSR — биосовместимость, термическая стабильность от -60°C до более 200°C, электроизоляция, химическая стойкость и оптическая прозрачность в определенных классах — делает его предпочтительным материалом в широком спектре требовательных отраслей.
Медицинское и медицинское оборудование
LSR широко используется в медицине, поскольку его можно стерилизовать в автоклаве, гамма-излучением или оксидом этилена без разложения. Машины для литья под давлением LSR производят такие компоненты, как респираторные маски, пробки для шприцев, наконечники катетеров, имплантируемые уплотнения, трубки для перистальтических насосов и продукты для детского питания. Рецептуры LSR медицинского класса соответствуют стандартам биосовместимости ISO 10993, а закрытый, свободный от загрязнений характер процесса литья под давлением делает его пригодным для производства в чистых помещениях.
Автомобильные компоненты
В автомобильном секторе LSR используется для изготовления чехлов свечей зажигания, уплотнений втулки, уплотнений разъемов, прокладок и корпусов датчиков, которые должны выдерживать экстремальные колебания температуры и воздействие масел и топлива. Высокая термическая стабильность LSR делает его гораздо более подходящим, чем обычная резина, для компонентов моторного отсека, которые должны надежно работать от холодного запуска до высоких рабочих температур.
Бытовая электроника и носимые устройства
Ремешки для умных часов, вкладыши для наушников, мембраны для кнопок, водонепроницаемые уплотнения для смартфонов и мембраны для клавиш клавиатуры — все это обычно производится с использованием литья под давлением LSR. Возможность формовать LSR сложной геометрии с жесткими допусками и любого цвета делает его идеальным для потребительских товаров, где важны как производительность, так и эстетика.
Товары для младенцев и пищевых продуктов, контактирующие с пищевыми продуктами
Соски для детских бутылочек, пустышки, прорезыватели и пищевые уплотнители для кухонной техники производятся в ЛСР, поскольку материал не содержит BPA, фталатов и других вредных пластификаторов. Он выдерживает многократные циклы стерилизации, сохраняет гибкость при низких температурах и не впитывает вкусы и запахи — все это важные свойства для контакта с пищевыми продуктами и для детского применения.
Факторы, которые следует учитывать при выборе литьевой машины LSR
Выбор правильного Термопластавтомат ЛСР требует тщательной оценки ваших конкретных производственных требований, характеристик материалов и целевых показателей качества. Покупка машины, не подходящей для вашего применения, приводит к дефектам качества, чрезмерному браку и трудностям в достижении производственных целей.
- Размер детали и вес дроби: Блок впрыска машины должен иметь такой размер, чтобы обеспечить точный объем впрыска, необходимый для вашего количества деталей и гнезд. Негабаритные узлы впрыска снижают точность дозирования мелких деталей; агрегаты меньшего размера не могут заполнять большие формы или формы с несколькими полостями.
- Точность дозирования: Для критически важных применений, таких как детали медицинского назначения или детали, контактирующие с пищевыми продуктами, требуется точность измерения ±0,5% или выше. Проверьте технические характеристики системы измерения и запросите у поставщика документированные данные о возможностях процесса.
- Холодноканальная система или система отвода отходов: Системы холодных литников для LSR (которые сохраняют материал литников неотвержденным и пригодным для вторичной переработки или повторного впрыска) значительно сокращают отходы материала и являются стандартными для крупносерийных производственных машин. Убедитесь, что система направляющих соответствует конструкции вашей пресс-формы.
- Совместимость с чистыми помещениями: Для производства медицинского оборудования машина должна быть совместима с установкой в чистых помещениях — поверхности из нержавеющей стали или с покрытием, минимальное образование частиц и совместимость с халатами и протоколами доступа в чистых помещениях.
- Интеграция автоматизации: Крупносерийное производство LSR значительно выигрывает от интегрированной роботизированной разборки, систем визуального контроля и конвейерной обработки деталей. Перед покупкой убедитесь, что интерфейс машины соответствует вашим требованиям к автоматизации.
- Возможность вакуумной вентиляции: Для деталей, требующих исключительного качества поверхности, или для обработки LSR оптического качества, перед впрыском необходимо вакуумировать полость формы, чтобы удалить захваченный воздух. Убедитесь, что конструкция машины и пресс-формы поддерживает вакуумную вентиляцию, если это требуется для вашего применения.
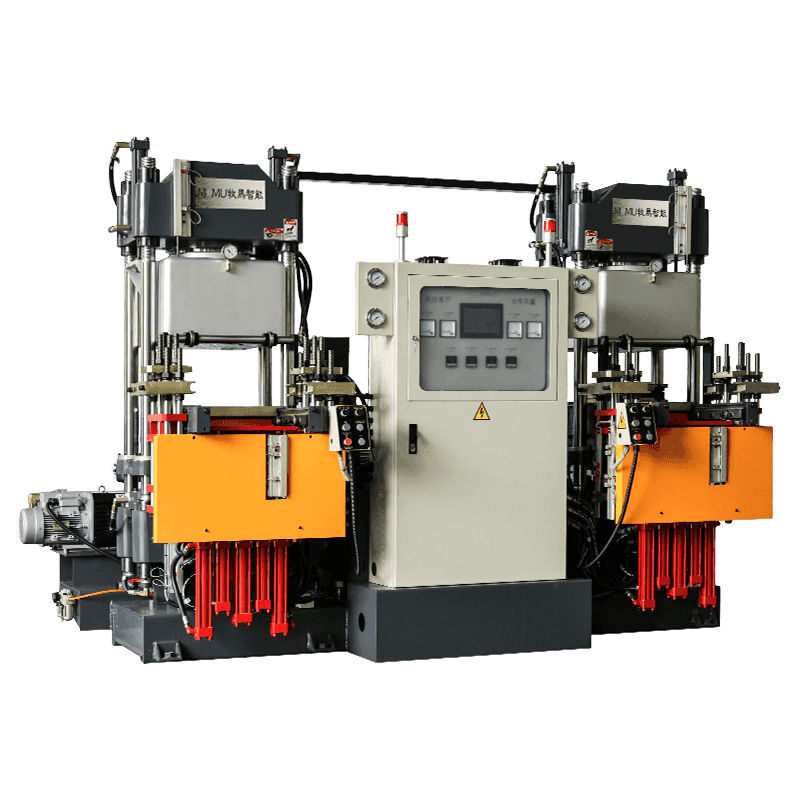
Преимущества литьевых машин LSR перед альтернативными методами обработки силикона
Литье под давлением LSR конкурирует с компрессионным формованием и трансферным формованием как методы производства деталей из силиконовой резины. Каждый метод имеет свое место, но литье под давлением LSR предлагает значительные преимущества при производстве прецизионных компонентов в средних и больших объемах.
- Время цикла: Продолжительность цикла литья под давлением LSR значительно короче, чем при компрессионном формовании, особенно для тонкостенных деталей, что обеспечивает гораздо более высокую производительность за смену.
- Размерная последовательность: Закрытый автоматизированный процесс впрыска обеспечивает гораздо более жесткие допуски на размеры, чем процессы сжатия в открытой форме, на которые влияет вариативность оператора в размещении материала и закрытии формы.
- Материальные отходы: Системы впрыска LSR с холодными литниками практически не производят отходов материала, поскольку неотвержденный материал литников впрыскивается повторно. Компрессионное и трансферное формование приводит к образованию значительного количества отходов и отходов бегунов.
- Потенциал автоматизации: Литье под давлением LSR полностью совместимо с роботизированной автоматизацией, что позволяет производить крупносерийные детали без дополнительных затрат. Прессование по своей природе является более трудоемким.
- Многокомпонентное формование: Термопластавтомат ЛСРs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Рекомендации по техническому обслуживанию и эксплуатации машин LSR
Машины для литья под давлением LSR требуют дисциплинированного обслуживания, чтобы предотвратить скопление материала, отверждение внутри цилиндра и смещение дозировки. В конце каждого производственного цикла систему подачи материала необходимо тщательно промыть промывочным средством или нейтральной силиконовой основой, чтобы удалить всю смесь LSR до того, как она затвердеет внутри линий, смесителя или бочки. Затвердевший силикон внутри системы впрыска чрезвычайно трудно удалить, и обычно требуется полная разборка соответствующих компонентов.
Дозирующие насосы следует калибровать регулярно — как минимум при каждой смене материала — чтобы убедиться, что соотношение 1:1 соблюдается точно. Контроллеры температуры пресс-формы и нагревательные элементы следует периодически проверять на предмет отклонения калибровки и образования горячих точек, поскольку неравномерность температуры пресс-формы приводит к нестабильному отверждению и короблению детали. При наличии правильных протоколов технического обслуживания хорошо оснащенная термопластавтоматная машина LSR будет обеспечивать надежную и высококачественную продукцию в течение многих лет.