Что такое зажимная машина для форм из жидкого силикона и почему это важно?
А машина для зажима форм из жидкого силикона — обычно называемая машиной для литья под давлением LSR (жидкой силиконовой резины) со встроенной системой зажима — представляет собой специализированное производственное оборудование, предназначенное для переработки двухкомпонентной жидкой силиконовой резины в детали, отлитые с высокой точностью. В отличие от обычных машин для литья термопластов, машины LSR должны обрабатывать материал, который подается в холодном виде в нагретую полость формы, где он подвергается реакции вулканизации (отверждения), а не затвердевания при охлаждении. Зажимной узел играет решающую роль в этом процессе, поддерживая точную и постоянную силу закрытия формы на протяжении всех циклов впрыска, наполнения и отверждения, предотвращая засветку, обеспечивая точность размеров и защищая форму от повреждений, вызванных внутренним давлением впрыска.
Важность системы зажима возрастает при переработке жидкого силикона, поскольку LSR имеет чрезвычайно низкую вязкость по сравнению с термопластами - часто в диапазоне от 100 000 до 300 000 мПа·с до отверждения. Низкая вязкость означает, что материал легко проникает в мельчайшие зазоры между разделяющими поверхностями формы, благодаря чему даже незначительные недостатки усилия зажима мгновенно становятся видимыми в виде дефектов на поверхности детали. Правильно подобранный и откалиброванный зажимной станок устраняет этот риск, одновременно обеспечивая возможность использования конфигураций инструментов с большим количеством полостей, которые максимизируют эффективность производства.
Основные компоненты и принцип работы системы зажима
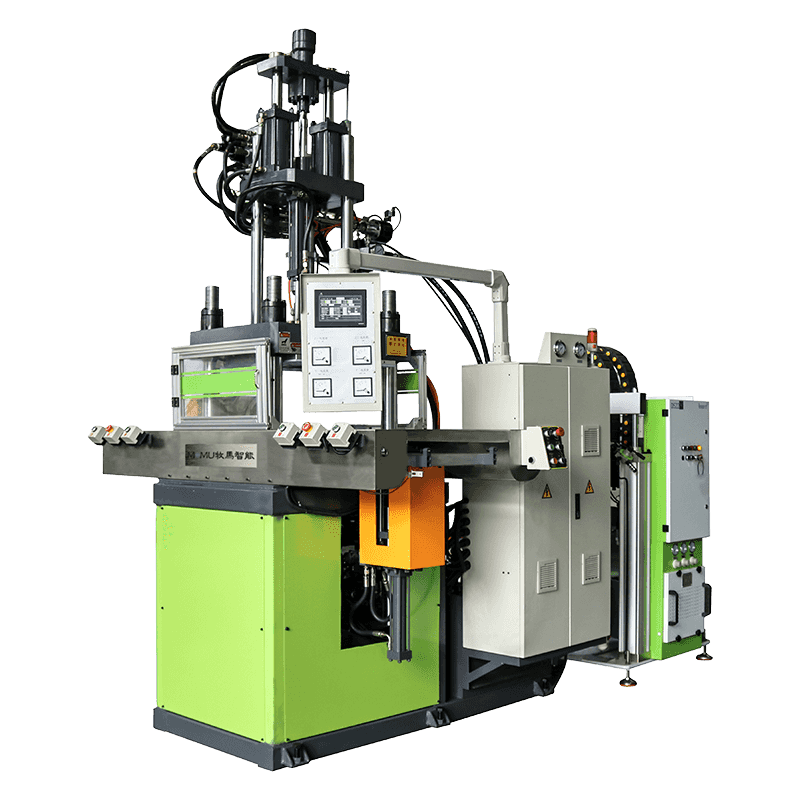
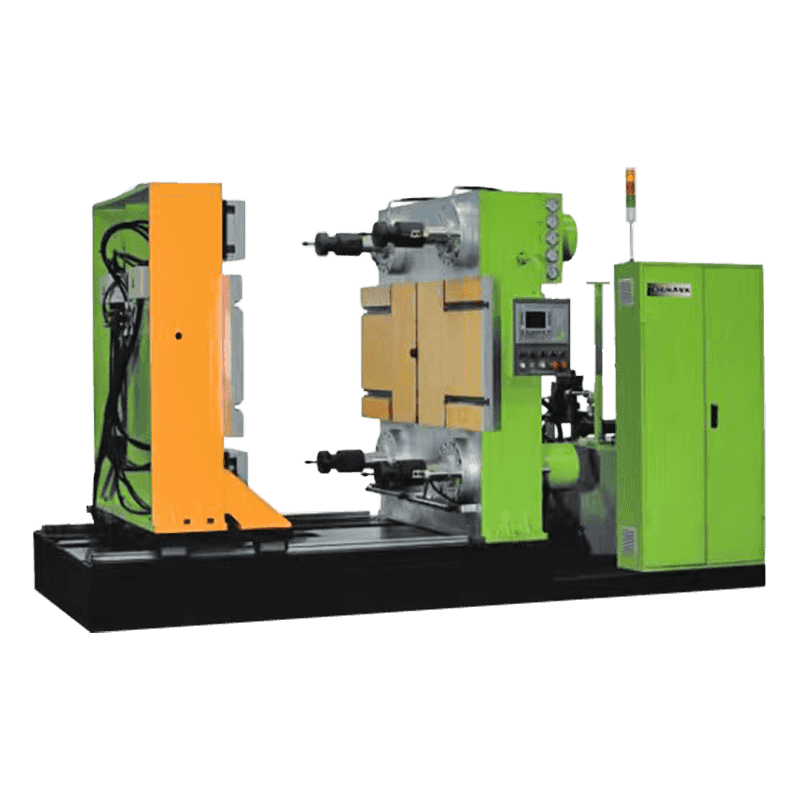
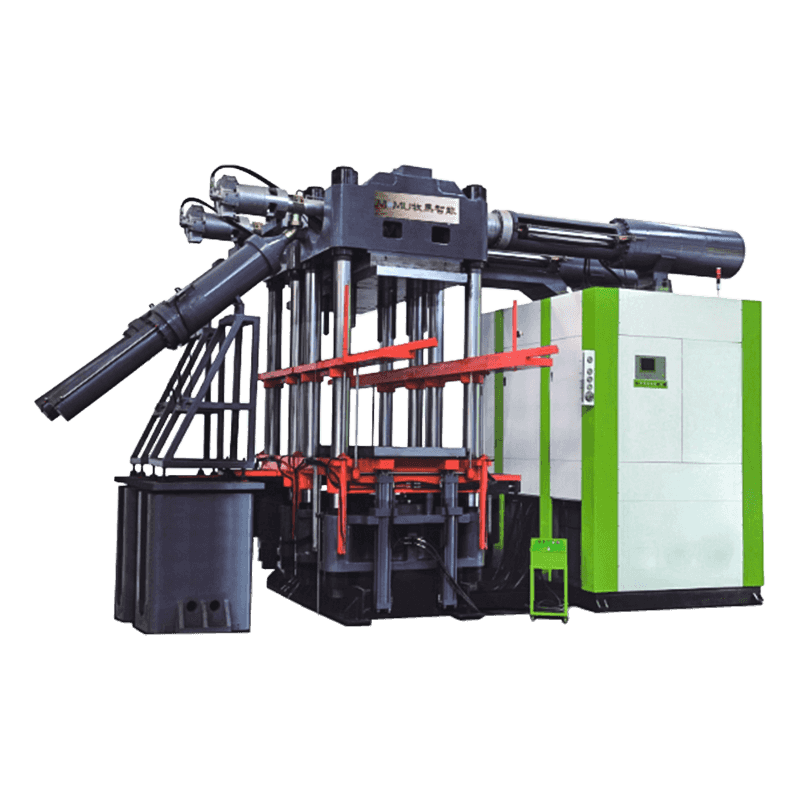
Понимание архитектуры машины для зажима форм из жидкого силикона помогает производителям принимать обоснованные решения о покупке и эксплуатации. Машина состоит из двух интегрированных подсистем: узла впрыска, который дозирует, смешивает и впрыскивает двухкомпонентный LSR, и узла зажима, который открывает, закрывает и фиксирует форму под контролируемым усилием. Для применения с жидким силиконом обе подсистемы должны соответствовать стандартам, значительно более строгим, чем стандарты для стандартных машин для изготовления термопластов.
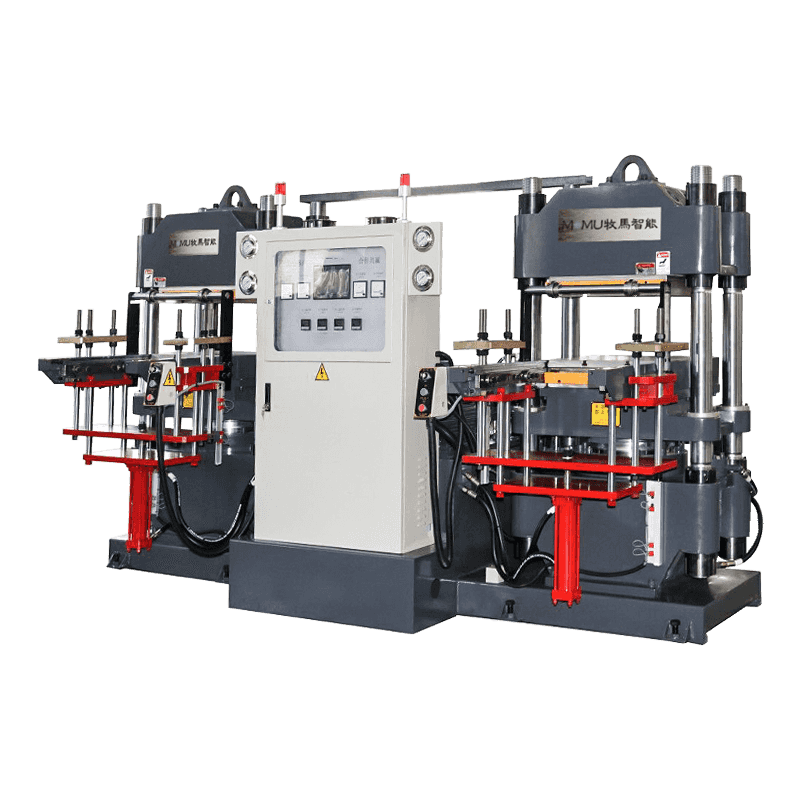
Зажимной блок
Зажимной узел состоит из неподвижной плиты, подвижной плиты, стяжных стержней (или в некоторых конструкциях бесколонной рамы) и зажимного привода, который может быть гидравлическим, коленно-механическим или сервоэлектрическим в зависимости от конструкции машины. Подвижная плита перемещается вдоль стяжек или направляющих рамы, открывая и закрывая форму. После того, как форма полностью закрыта, зажимной привод применяет номинальную силу зажима, измеряемую в килоньютонах (кН) или тоннах, чтобы соединить половинки формы вместе против давления впрыска, которое раздвигает их во время заполнения формы.
Для обработки LSR в блоке зажима также должна быть размещена нагретая форма (обычно поддерживаемая при 170–220 °C), в то время как система впрыска остается холодной (5–15 °C). Этот тепловой контраст означает, что конструкция рамы машины и плиты должна учитывать дифференциальное тепловое расширение, чтобы поддерживать параллельность и равномерное распределение усилия зажима по поверхности формы, что крайне важно для получения однородных без заусенцев деталей в инструментах с несколькими полостями.
Блок впрыска и дозирования
Узел впрыска для машин ЛСР принципиально отличается от термопластических агрегатов. Он состоит из двухкомпонентной системы перекачки и дозирования — обычно с объемным соотношением 1:1 компонента A (основной полимер) и компонента B (сшивающий агент/катализатор) — которые объединяются в статическом или динамическом смесителе перед подачей в холодный цилиндр и впрыскивающий шнек. Системы дозирования пигментов могут быть встроены в линию для цветных деталей LSR. Впрыскивающий шнек охлаждается для предотвращения преждевременной вулканизации ствола, а сопло оснащено игольчатым запорным клапаном для предотвращения вытекания жидкости между выстрелами.
Ключевые технические характеристики, на которые следует обратить внимание при выборе машины
Выбор машины для зажима форм из жидкого силикона требует тщательной оценки нескольких взаимозависимых технических параметров. Занижение размера какой-либо отдельной спецификации по отношению к вашим инструментам и производственным требованиям может привести к постоянным проблемам с качеством или повреждению оборудования. В следующей таблице приведены наиболее важные характеристики и их практическое значение:
| Спецификация | Типичный диапазон | Почему это важно |
| Зажимная сила | 50 – 4000 кН | Должно превышать прогнозируемое давление в полости, чтобы предотвратить вспышку. |
| Размер стола | 200×200 мм – 1000×1000 мм | Определяет максимальные размеры основания формы. |
| Открытие дневного света | 200 – 800 мм | Должен учитывать высоту формы и ход распалубки. |
| Объем впрыска | 2 – 3000 см³ | Должен соответствовать общему весу выстрела, включая бегунов. |
| Точность измерения | ±0,5% или лучше | Обеспечивает постоянное соотношение A:B и однородность отверждения. |
| Контроль температуры пресс-формы | До 250°С | Контролирует скорость отверждения и качество детали |
| Температура ствола/сопла | 5 – 20°C (охлажденный) | Предотвращает преждевременную вулканизацию в системе подачи. |
| Тип зажимного привода | Гидравлический/тумблер/сервоэлектрический | Аffects precision, energy use, and maintenance demands |
Гидравлический, тумблерный или полностью электрический зажим: выбор правильного привода
Выбор типа зажимного привода является одним из наиболее важных решений при выборе зажимной машины для форм из жидкого силикона. Каждая технология привода предлагает свой набор компромиссов с точки зрения согласованности усилий, энергоэффективности, точности и требований к техническому обслуживанию — все это имеет существенные последствия конкретно для обработки LSR.
Гидравлический зажим
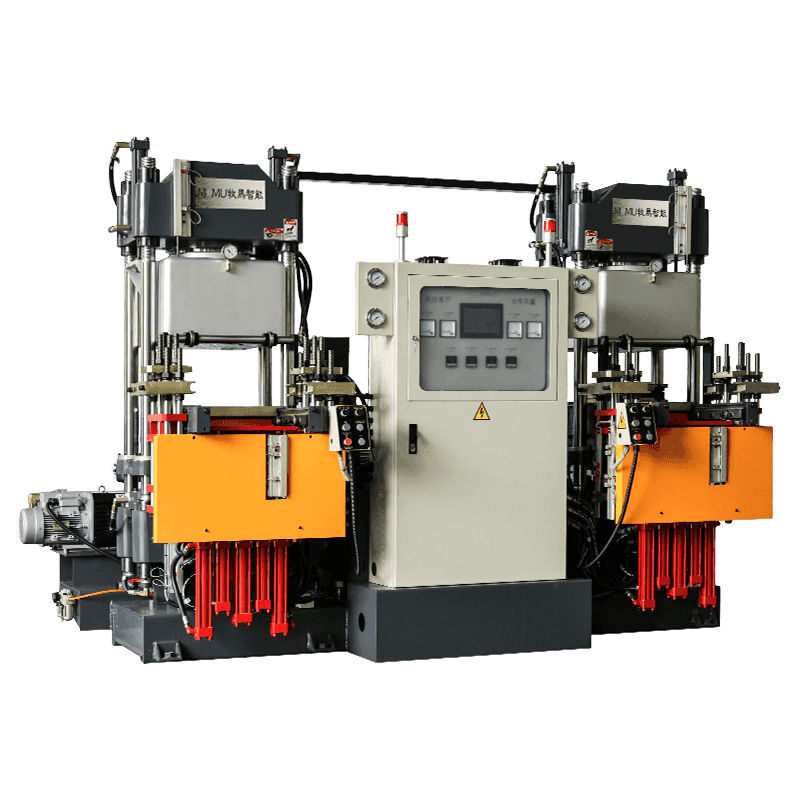
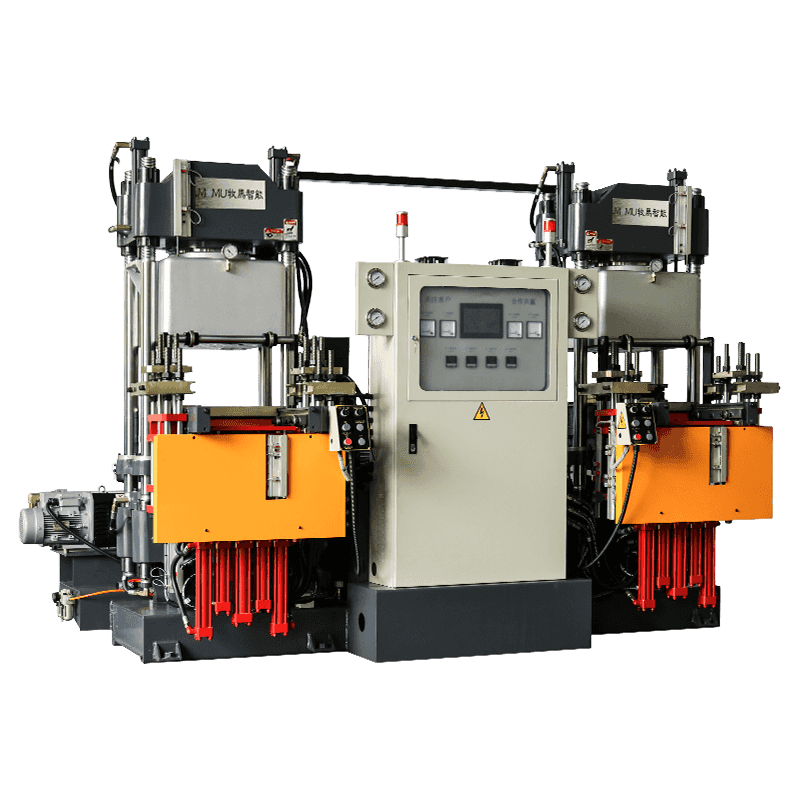
Гидравлические системы зажима используют масло под давлением для непосредственного приведения в действие зажимного цилиндра. Они обеспечивают высокие усилия зажима в компактных корпусах машин, что делает их хорошо подходящими для крупнотоннажных машин LSR, производящих детали большой площади, такие как автомобильные уплотнения, прокладки или корпуса крупных медицинских устройств. Гидравлические системы обеспечивают плавное и непрерывное приложение усилий и относительно устойчивы к перекосам пресс-формы. Однако они постоянно потребляют энергию для поддержания гидравлического давления, выделяют тепло, которым необходимо управлять, и требуют регулярного обслуживания гидравлической жидкости и проверок уплотнений для предотвращения загрязнения, что является проблемой при производстве LSR в чистых помещениях для применения в медицинских целях или при контакте с пищевыми продуктами.
Переключить зажим
В механизмах рычагов используется механическая система связи, приводимая в действие гидравлическим или сервоприводом, для геометрического увеличения силы, когда рычаги приближаются к своему полностью выдвинутому (заблокированному) положению. Такая конструкция обеспечивает очень высокую силу зажима в конце хода при сравнительно низком усилии привода, что делает ее энергоэффективной для применений с большим циклом работы. Машины с коленно-рычажным механизмом широко используются в средних и крупных производствах LSR и обеспечивают быстрое время сухого цикла. Основное ограничение заключается в том, что сила зажима чувствительна к высоте формы — регулировку необходимо производить точно при смене формы, чтобы рычаг достиг полного выдвижения в правильной точке закрытия формы, что требует тщательной процедуры настройки.
Аll-Electric (Servo-Electric) Clamping
Аll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

Отрасли промышленности и применения, в которых используются зажимные станки LSR
Машины для зажима форм из жидкого силикона используются в самых разных отраслях промышленности благодаря уникальному сочетанию биосовместимости, термостабильности, электроизоляции и долговечности LSR. Понимание того, какие отрасли больше всего полагаются на эту технологию, помогает контекстуализировать требования к производительности машин, которые наиболее важны в каждом секторе.
- Медицинское оборудование и здравоохранение: LSR соответствует требованиям FDA, автоклавируется и биосовместим, что делает его незаменимым для производства респираторных масок, компонентов катетеров, клапанных мембран, уплотнений шприцев, ушных вкладышей для слуховых аппаратов и рукояток для хирургических инструментов. Машины, используемые в этом секторе, должны соответствовать стандартам совместимости с чистыми помещениями и обеспечивать полную отслеживаемость параметров процесса.
- Аutomotive: Системы уплотнений, чехлы свечей зажигания, прокладки разъемов и корпуса датчиков, изготовленные из LSR, требуют крупносерийного производства с жесткими размерными допусками. Многогнездные горячеканальные инструменты, работающие на крупнотоннажных зажимных машинах, являются стандартными на предприятиях поставщиков автомобильной промышленности первого уровня.
- Детские и детские товары: Соски для бутылочек, пустышки, прорезывающие кольца и аксессуары для кормления производятся из пищевого LSR на машинах, сертифицированных на соответствие стандартам безопасности, таким как FDA 21 CFR и EU 10/2011 для материалов, контактирующих с пищевыми продуктами.
- Бытовая электроника: Водонепроницаемые уплотнители для смартфонов, умных часов и наушников; мембраны переключателей клавиатуры; а компоненты носимых устройств, контактирующие с кожей, все чаще изготавливаются из LSR из-за его долговечности и тактильных свойств.
- Промышленное уплотнение и контроль жидкости: Уплотнительные кольца, диафрагмы и специальные прокладки для насосов, клапанов и химического оборудования отличаются устойчивостью LSR к экстремальным температурам (от -60°C до 230°C), УФ-излучению и агрессивным химическим веществам.
Параметры процесса, которые напрямую влияют на производительность зажима и качество детали
Даже самая точно подобранная машина для зажима форм из жидкого силикона будет производить дефектные детали, если параметры процесса не будут правильно установлены и поддерживаться. Литье LSR чувствительно к группе взаимосвязанных переменных, которые операторы и инженеры-технологи должны постоянно отслеживать и оптимизировать.
- Зажимное усилие в зависимости от площади выступающей полости: Рассчитайте необходимую силу зажима, умножив общую площадь проекции всех полостей и направляющих (в см²) на среднее давление впрыска (в кН/см²). Примените коэффициент безопасности 1,2–1,5, чтобы учесть скачки давления во время наполнения. Недостаточная сила зажима приводит к заусенцам; чрезмерная сила может со временем повредить разделяющие поверхности формы.
- Однородность температуры пресс-формы: Неравномерный нагрев пресс-формы приводит к различной скорости отверждения по всей полости, что приводит к изготовлению деталей с непостоянной твердостью, качеством поверхности или точностью размеров. Прежде чем приступить к производству, проверьте однородность температуры по всей поверхности формы с помощью тепловидения.
- Скорость и давление впрыска: Низкая вязкость LSR означает, что он быстро заполняет полости. Скорость впрыска необходимо контролировать, чтобы избежать захвата воздуха и дефектов струи, особенно в тонкостенных деталях или деталях сложной геометрии. Программируемые многоступенчатые профили впрыска позволяют снижать скорость на критических этапах наполнения.
- Оптимизация времени отверждения: Время отверждения зависит от температуры формы, толщины стенки детали и энергии активации конкретной марки LSR. Недостаточное отверждение делает детали липкими и механически слабыми; чрезмерное отверждение приводит к потере времени цикла и может вызвать термическую деградацию тонких срезов. Используйте исследования времени отверждения с измерениями твердости, чтобы установить минимальное эффективное время отверждения для каждого инструмента и комбинации материалов.
- Вакуумная вентиляция: Многие формы LSR оснащены вакуумными системами, которые откачивают воздух из полости непосредственно перед инжекцией. Это особенно важно для небольших полостей, глухих карманов или деталей, к которым предъявляются строгие косметические требования, поскольку захваченный воздух приводит к появлению пустот, неровных выступов и пористости поверхности, которую одно лишь усилие зажима не может предотвратить.
Техническое обслуживание и долговечность: защита инвестиций в оборудование
А liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Ежедневная промывка системы дозирования и смешивания: Аt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Проверка параллельности тяги и плиты: Измеряйте параллельность плит через равные промежутки времени с помощью циферблатных индикаторов. Потеря параллельности, вызванная износом рулевой тяги, неравномерными нагрузками при зажиме или термическими эффектами, приводит к неравномерному распределению засветов на инструментах с несколькими полостями и может быть ошибочно диагностирована как проблема с инструментом, если сначала не проверить геометрию станка.
- Проверка системы охлаждения ствола и сопла: Убедитесь, что поток охлажденной воды через рубашку охлаждения ствола находится в пределах заданных параметров. Потеря охлаждающей способности позволяет LSR начать вулканизацию в зоне подачи, что приводит к нестабильному весу дроби и скачкам крутящего момента шнеков, которые могут повредить компоненты привода.
- Калибровка сервопривода и энкодера: Для полностью электрических машин проверяйте точность обратной связи энкодера серводвигателя и предварительную нагрузку шарико-винтовой передачи через запланированные интервалы времени. Дрейф энкодера или износ шарико-винтовой пары приводят к ошибкам положения при приложении усилия зажима, которые могут не сразу проявляться в качестве детали, но со временем накапливаются в значительные дефекты.
Для производителей, стремящихся к точности, последовательности и масштабируемости в производстве жидкого силиконового каучука, инвестиции в подходящую машину для зажима форм для жидкого силиконового каучука — правильно подобранную, правильно установленную и строго обслуживаемую — является единственным наиболее эффективным решением в создании конкурентоспособного предприятия по формованию LSR, способного соответствовать строгим стандартам сегодняшнего рынка медицинских, автомобильных и потребительских товаров.