Что такое вакуумная машина для вулканизации резины и как она работает?
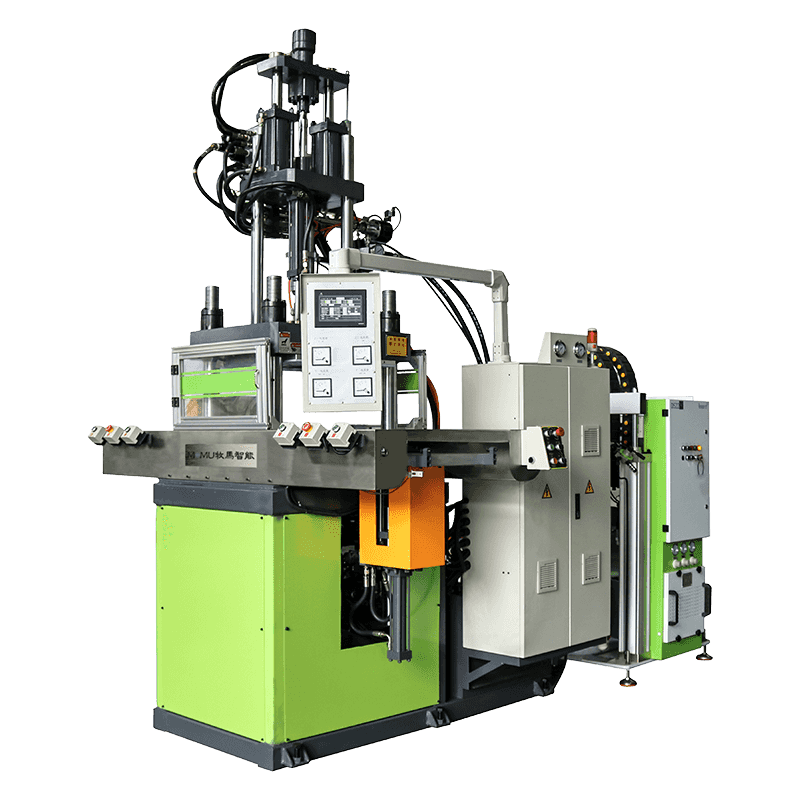
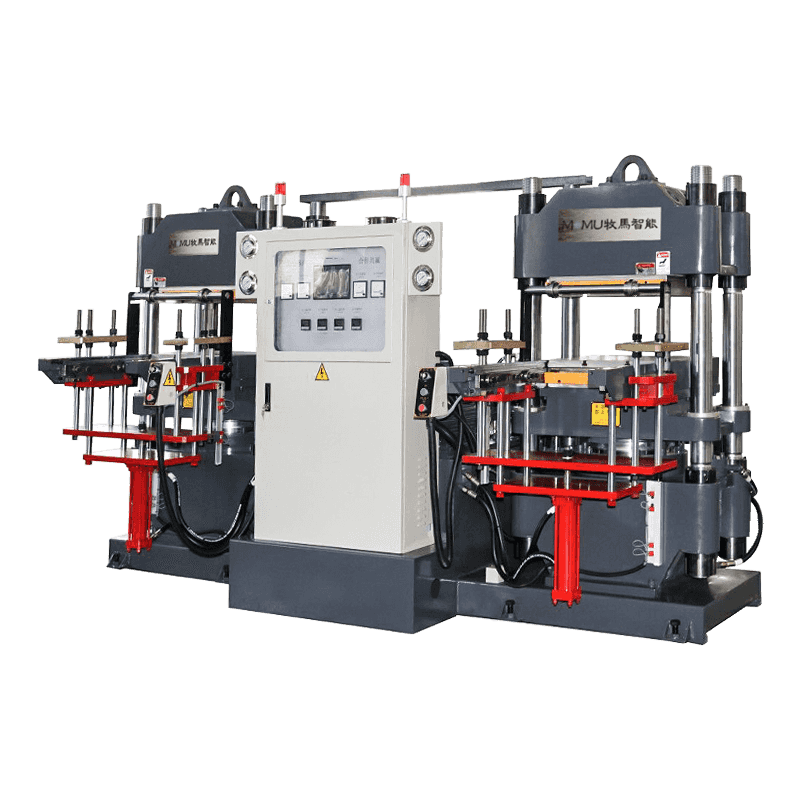
Вакуумная машина для вулканизации резины — это специализированное промышленное оборудование, используемое для вулканизации резиновых смесей под контролируемым нагревом и давлением в вакуумной среде. Вулканизация — это химический процесс, который превращает сырую или резиновую смесь из мягкого, податливого состояния в прочный, эластичный и термостойкий материал путем образования поперечных связей между полимерными цепями — обычно с помощью отвердителей на основе серы или перекиси. Вакуумный компонент отличает эту машину от стандартных пресс-вулканизаторов. Откачивая воздух из полости формы до и во время цикла отверждения, машина устраняет захваченные воздушные карманы и газы, которые в противном случае могли бы вызвать пористость, пустоты или дефекты поверхности готового резинового изделия.
Машина работает через последовательность автоматизированных этапов: загрузка формы, вакуумирование, приложение давления, термоотверждение и освобождение формы. Нагрев обычно достигается с помощью электрических плит или пластин с паровым нагревом, которые равномерно передают тепло резиновой смеси. Вакуумный насос, подключенный к герметичной камере пресс-формы, снижает внутреннее давление — обычно до уровня от -0,08 до -0,1 МПа — прежде чем пресс закроется и приложит силу зажима. Такое сочетание вакуума, тепла и механического давления гарантирует полное заполнение форм сложной геометрии и соответствие отвержденной детали требованиям по размерам и качеству поверхности.

Отрасли промышленности и применения, в которых используется вакуумная вулканизация
Машины для вакуумной вулканизации резины используются во многих отраслях промышленности, где качество и консистенция резиновых деталей не подлежат обсуждению. Автомобильный сектор является одним из крупнейших пользователей, полагающихся на эти машины для производства уплотнений, прокладок, уплотнительных колец, виброгасителей и компонентов для работы с жидкостями, которые должны надежно работать в сложных термических и механических условиях. В аэрокосмической промышленности вакуумная вулканизация используется для прецизионных резиновых компонентов, где даже микроскопические пустоты могут поставить под угрозу целостность критически важных систем уплотнений.
Промышленность медицинского оборудования использует машины вакуумной вулканизации для производства деталей из силикона и специальной резины, которые должны соответствовать строгим стандартам биосовместимости и размерных допусков. Производители электроники используют их для изготовления изоляционных компонентов и виброизоляционных креплений. В обувной промышленности применяется технология склеивания подошв и формованных резиновых компонентов. В каждом случае вакуумная среда необходима для достижения качества поверхности, внутренней плотности и механических характеристик, которые стандартная вулканизация в прессе не может обеспечить надежно.
Ключевые параметры процесса и способы их контроля
Производство стабильных, бездефектных деталей из вулканизированной резины требует точного управления несколькими взаимозависимыми параметрами процесса. Понимание того, что делает каждый параметр и как отклонения влияют на результат, имеет основополагающее значение для эффективной эксплуатации машины для вакуумной вулканизации.
Температура вулканизации
Температура является основной движущей силой реакции вулканизации. Большинство резиновых смесей отверждаются при температуре от 150°C до 200°C, причем конкретная оптимальная температура зависит от состава смеси и используемой системы отверждения. Слишком низкая температура приводит к недостаточному отверждению — резина будет мягкой, слабой, может проявлять липкость или неполную сшивку. Слишком высокая температура вызывает чрезмерное отверждение или реверсию, при которой полимерная сетка разрушается, а резина теряет прочность и эластичность. Равномерность температуры плиты по всей поверхности формы не менее важна; Температурные градиенты более пяти-десяти градусов по Цельсию по форме могут привести к неравномерному отверждению и дифференциальной усадке.
Время отверждения
Время отверждения определяется данными реологии соединения, в частности значением T90, полученным в результате испытания на реометре с подвижной матрицей (MDR), которое указывает время, необходимое для достижения девяноста процентов максимального крутящего момента (плотности поперечных связей) при целевой температуре. Время отверждения обычно составляет от двух до тридцати минут в зависимости от типа соединения, толщины детали и температуры. Для толстых сечений необходимо учитывать дополнительное время, чтобы тепло могло проникнуть в сердцевину. Использование слишком короткого времени отверждения является одним из наиболее распространенных источников отказов в эксплуатации резиновых изделий.
Уровень вакуума и время
Вакуум должен достичь заданного уровня, прежде чем пресс закроется и начнется отверждение. Большинство операций нацелены на уровень вакуума от -0,095 МПа до -0,1 МПа. Время эвакуации — обычно от пятнадцати до шестидесяти секунд — должно быть достаточным для полного удаления воздуха как из полости формы, так и из любых вентиляционных каналов. Если цикл вакуумного насоса слишком короткий, остаточный воздух будет сжиматься, а не удаляться при закрытии пресса, вызывая подземные пустоты. Регулярная проверка производительности насоса и проверка на наличие утечек в вакуумных линиях и уплотнениях формы необходимы для поддержания стабильного качества вакуумирования.
Давление зажима
Давление зажима удерживает половины формы герметичными во время вулканизации и сжимает резиновую смесь, полностью заполняя геометрию полости. Недостаточное давление зажима приводит к образованию заусенцев на линии разъема и может привести к недостаточному заполнению секций. Чрезмерное давление может повредить формы или привести к выдавливанию состава из полости до того, как произойдет гелеобразование. Типичное давление смыкания при вулканизации резины составляет от 10 до 25 МПа в зависимости от вязкости смеси и геометрии детали.
Распространенные дефекты и способы их диагностики
Даже на хорошо откалиброванных станках в деталях из вулканизированной резины могут появиться дефекты. Выявление основной причины позволяет быстро свести к минимуму брак и простои производства. В следующей таблице приведены наиболее часто встречающиеся дефекты и их вероятные причины:
| Дефект | Вероятная причина | Корректирующие действия |
| Пористость/Внутренние пустоты | Недостаточный вакуум или время эвакуации. | Проверьте работу насоса; продлить время эвакуации |
| Образование пузырей на поверхности | Влага в компаунде или плесени | Предварительная сушка состава; очистите и разогрейте форму |
| Недостаточное отверждение (мягкие детали) | Низкая температура или недостаточное время отверждения | Проверьте калибровку температуры плиты; продлить время лечения |
| Чрезмерная вспышка | Низкое давление зажима или изношенная линия разъема формы. | Увеличение тоннажа пресса; проверить и отремонтировать пресс-форму |
| Короткий план/незаполненные области | Недостаточная масса составного заряда | Пересчитать вес заряда; отрегулировать составную заготовку |
| Размерные вариации | Непостоянная температура или сила зажима. | Калибровка датчиков; проводить регулярное обслуживание пресса |
Как правильно выбрать машину для вакуумной вулканизации резины
Выбор правильной машины требует соответствия характеристик оборудования требованиям вашего конкретного производственного применения. Ключевые критерии оценки включают размер плиты, тоннаж пресса, производительность вакуумной системы, температурный диапазон и сложность системы управления.
- Размер плиты должен соответствовать самой большой форме, которую вы собираетесь использовать, с достаточным запасом для поддержания равномерного распределения температуры. Стандартные размеры плит варьируются от 200 × 200 мм для производства мелких деталей до 1000 × 1000 мм или больше для промышленного применения.
- Тоннаж пресса должен соответствовать площади проекции вашей формы и вязкости резиновой смеси. В качестве общего руководства рассчитайте необходимое усилие, умножив площадь проекции полости формы на целевое давление зажима, а затем добавьте запас прочности не менее двадцати процентов.
- Производительность вакуумного насоса, измеряемая в литрах в минуту, должна быть достаточной для вакуумирования камеры формы до заданного уровня вакуума в течение пятнадцати-тридцати секунд. Для больших объемов форм требуются насосы большей производительности, чтобы избежать увеличения времени цикла.
- Температурный диапазон и характеристики однородности должны быть проверены на соответствие требованиям отверждения вашего состава. Большинство машин общего назначения работают при температуре до 200°C, тогда как специальные машины для высокотемпературных соединений силикона или фторэластомера могут потребовать 250°C или выше.
- Возможности системы управления определяют, насколько гибкости процесса и регистрации данных вы можете достичь. Программируемые логические контроллеры (ПЛК) с интерфейсами сенсорного экрана позволяют создавать многоэтапные профили отверждения, автоматизировать вакуумное секвенирование и хранить производственные записи — все это ценно для управления качеством и повторяемости процесса.
Регулярные методы технического обслуживания, которые защищают производительность машины
Вакуумная машина для вулканизации резины требует значительных капиталовложений, и регулярное техническое обслуживание необходимо для защиты этих инвестиций и обеспечения надежности производства. Вакуумная система требует наибольшего внимания — масло вакуумного насоса следует проверять и заменять в соответствии с графиком производителя, обычно каждые три-шесть месяцев в условиях непрерывного производства. Соединения вакуумной линии, прокладки и уплотнения пресс-формы следует проверять еженедельно на предмет износа или утечек, поскольку даже небольшие утечки значительно ухудшают эффективность вакуумирования.
Датчики температуры плит и датчики давления следует калибровать ежеквартально с использованием сертифицированных эталонных приборов, чтобы гарантировать, что отображаемые на машине значения отражают фактические условия процесса. Уровни гидравлической жидкости и состояние фильтров следует контролировать ежемесячно. Поверхности пресс-форм следует очищать после каждого производственного цикла, чтобы предотвратить накопление остатков резины, которые могут вызвать прилипание, дефекты поверхности на последующих деталях и ускоренный износ пресс-формы. Ведение подробного журнала технического обслуживания — запись всех проверок, замен жидкостей, калибровок и событий сбоев — предоставляет исторические данные, необходимые для выявления возникающих проблем до того, как они вызовут незапланированные простои.
Максимизация качества продукции и эффективности производства
Помимо выбора и технического обслуживания оборудования, достижение стабильно высокого качества продукции при вакуумная машина для вулканизации резины зависит от технологической дисциплины. Стандартизация подготовки составов, включая постоянный вес, форму и размещение преформ в форме, устраняет один из наиболее распространенных источников различий между деталями. Правильное и последовательное использование разделительных средств предотвращает прилипание, не загрязняя резиновую поверхность и не влияя на сцепление в композитных деталях. Создание документированных рецептов обработки для каждого продукта и блокировка этих рецептов в системе управления машиной предотвращает случайное изменение параметров, которое приводит к несоответствующему производству.
Методы статистического контроля процесса (SPC), применяемые к ключевым выходным измерениям — весу детали, критическим размерам и твердости, — обеспечивают раннее предупреждение о отклонении процесса, позволяя принять корректирующие меры до того, как будет произведено большое количество лома. При больших объемах операций интеграция вывода данных машины с системой управления производством (MES) обеспечивает мониторинг и отслеживание производства в режиме реального времени, что все чаще требуется клиентам из автомобильной и медицинской промышленности в рамках требований к качеству их поставщиков. Отношение к вулканизационной машине как к точному инструменту, а не к стандартному прессу, — это образ мышления, который отделяет стабильно высокопроизводительные предприятия по производству резины от тех, которые борются с хроническими проблемами качества и производительности.