Что такое литьевая машина LSR?
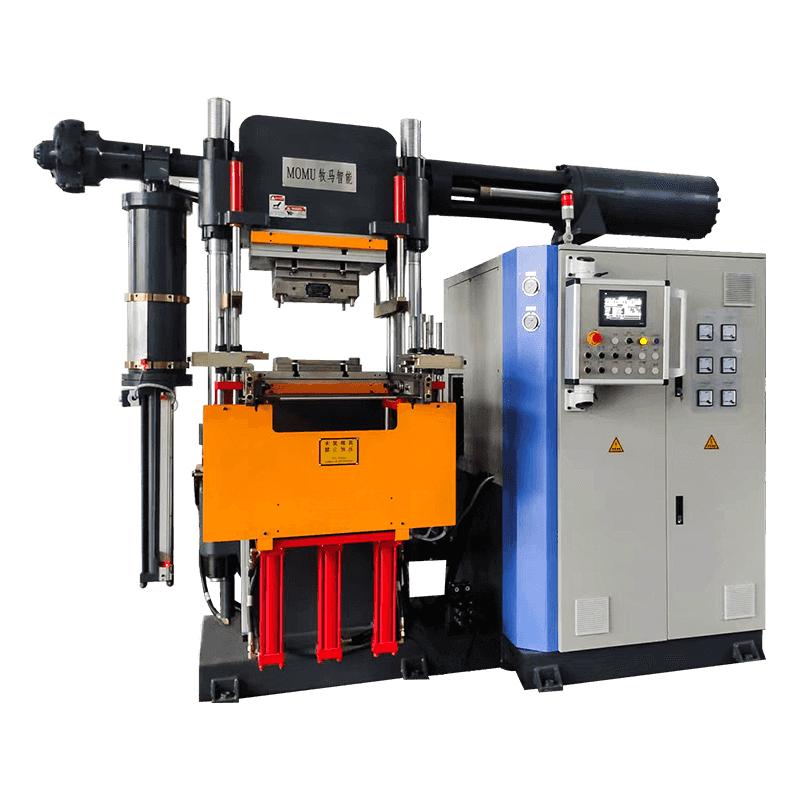
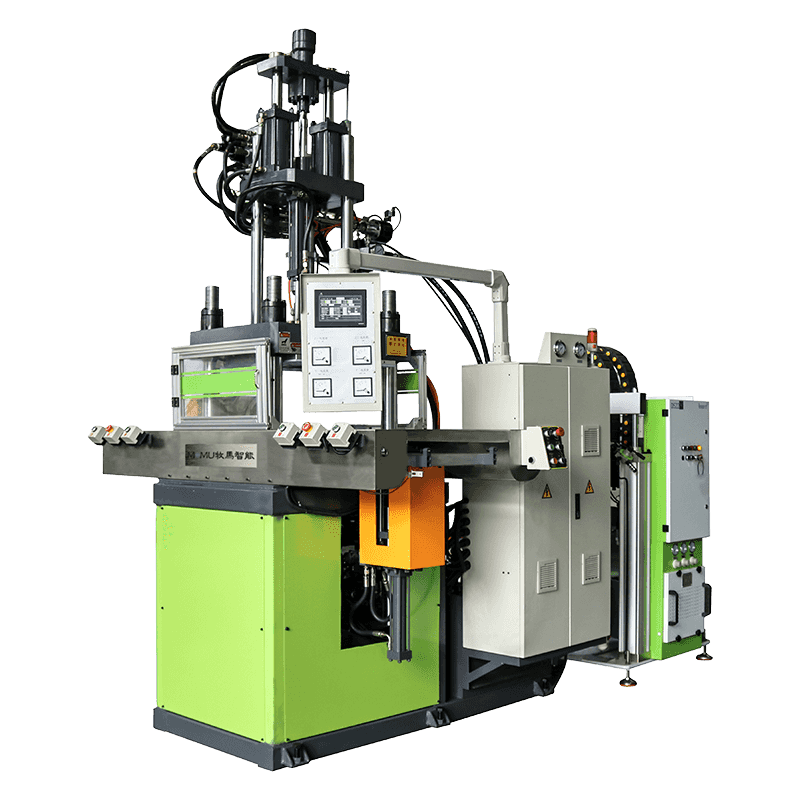
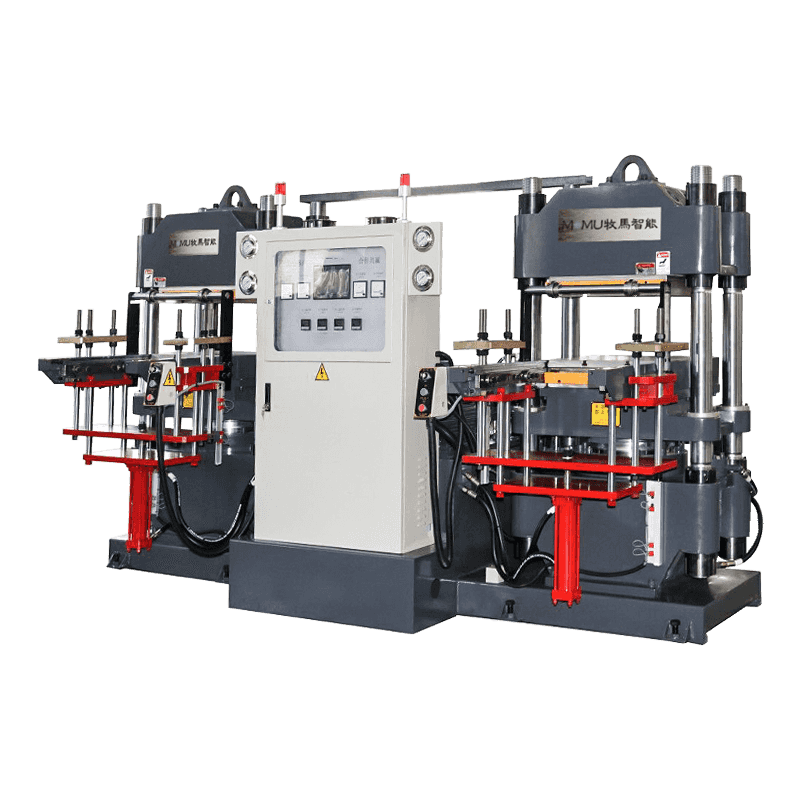
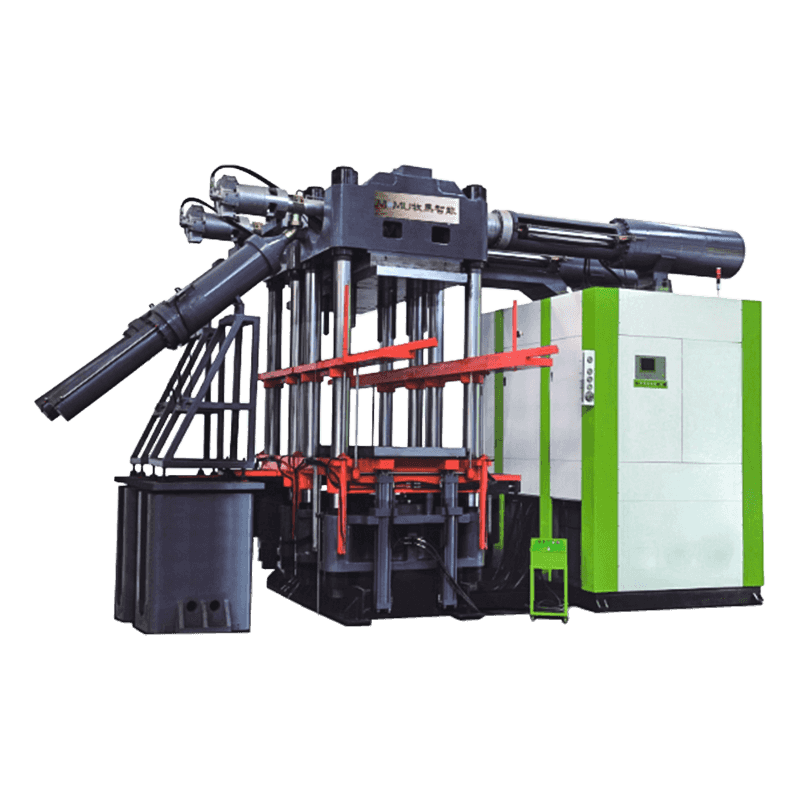
Ан Термопластавтомат ЛСР представляет собой специализированную производственную систему, предназначенную для переработки жидкого силиконового каучука (LSR) в детали прецизионного формования посредством замкнутого автоматизированного цикла впрыска. В отличие от литья под давлением термопластов, при котором твердые гранулы плавятся и впрыскиваются в охлажденную форму, литье LSR работает наоборот: двухкомпонентный жидкий силикон остается холодным во время впрыска, а затем отверждается внутри нагретой формы посредством реакции вулканизации, катализируемой платиной. Это фундаментальное различие в поведении материалов определяет практически все конструктивные решения в оборудовании, специально предназначенном для LSR — от цилиндра с регулируемой температурой и системы дозирования до зажимного узла и конструкции пресс-формы.
Машины LSR используются в широком спектре отраслей промышленности, где требуется сочетание силикона гибкости, термической стабильности, биосовместимости и химической стойкости. Медицинские устройства, детские товары, автомобильные уплотнения, компоненты бытовой электроники и промышленные мембраны являются одними из наиболее распространенных областей применения. Понимание принципов работы машины, ключевых подсистем и критериев выбора имеет важное значение для инженеров и специалистов по снабжению, оценивающих производственные возможности LSR.
Как работает литье под давлением LSR: основной процесс
LSR поставляется в виде двухкомпонентной системы: компонент А содержит базовый полимер и платиновый катализатор, а компонент Б содержит сшивающий агент и ингибитор. Два компонента хранятся в отдельных бочках и подаются через блок дозирования и смешивания (обычно статический смеситель), который объединяет их в точном соотношении 1:1 по объему. Поддержание точного соотношения имеет решающее значение, поскольку любое отклонение изменяет химический процесс отверждения и приводит к образованию деталей с непостоянной твердостью, неполным отверждением или липкостью поверхности.
После смешивания объединенный LSR впрыскивается в нагретую форму (обычно поддерживаемую в диапазоне от 160°C до 220°C), где платиновый катализатор обеспечивает быстрое сшивание. Время отверждения зависит от геометрии детали, толщины стенок и температуры формы, но большинство производственных циклов варьируются от нескольких секунд для тонкостенных деталей до нескольких минут для более толстых деталей. Поскольку затвердевший силикон слегка сжимается при сшивании, конструкция пресс-формы должна учитывать это изменение размеров, чтобы обеспечить жесткие допуски в готовой детали.
Сам узел впрыска необходимо охлаждать — обычно водяным до температуры примерно 10–15°C — чтобы предотвратить преждевременное отверждение в стволе до того, как выстрел достигнет формы. Эта система холодных литников, часто распространяющаяся на литник и геометрию желоба внутри формы, сводит к минимуму отходы материала, сохраняя LSR в неотвержденном жидком состоянии вплоть до литника, а затем позволяя перепаду тепла между холодным литником и полостью горячей формы инициировать отверждение именно там, где это необходимо.
Ключевые подсистемы литьевой машины LSR
Блок измерения и дозирования
Измерительный блок является наиболее важной подсистемой, уникальной для обработки LSR. Он забирает два компонента LSR из бочек под давлением с помощью поршневых насосов с пневматическим или сервоприводом, поддерживает точное объемное соотношение на протяжении всей порции и подает смешанный материал в инжекторный блок без подачи воздуха. Высокопроизводительные системы дозирования обеспечивают точность соотношения в пределах ±0,5% на протяжении всего производственного цикла и включают в себя датчики непрерывного мониторинга, которые включают сигналы тревоги, если соотношение отклоняется за пределы установленного допуска. Статический смеситель — пассивный спиральный элемент, через который подаются оба компонента — обеспечивает однородное смешивание без движущихся частей, что снижает требования к техническому обслуживанию по сравнению с альтернативами динамического смешивания.

Инъекционный блок
Узел впрыска для LSR отличается от термопластичных агрегатов по нескольким важным признакам. Геометрия винта использует малую глубину витка и низкую степень сжатия, чтобы избежать выделения тепла от трения, которое может привести к преждевременному отверждению материала в стволе. Весь ствол имеет систему водяного охлаждения. Скорость впрыска и давление контролируются сервоприводом, чтобы обеспечить постоянные характеристики заполнения при каждом впрыске, а инжекторный блок обычно работает при значительно более низких давлениях, чем системы термопластов — обычно от 500 до 1500 бар — поскольку низкая вязкость LSR требует меньше усилий для заполнения полости формы.
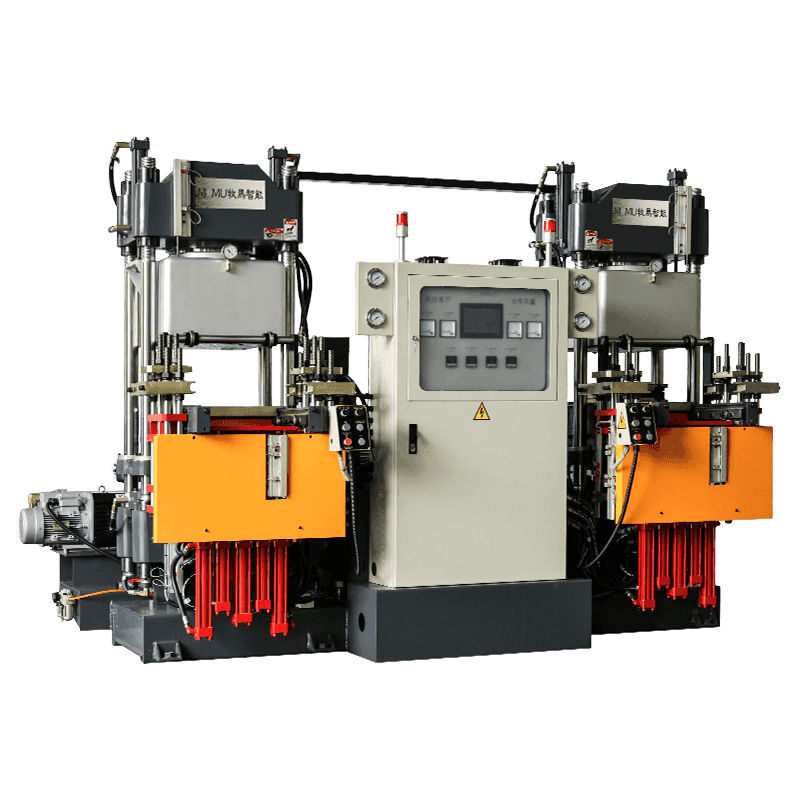
Зажимной блок
Пресс-формы LSR требуют очень высокого усилия зажима на единицу площади выступающей детали по сравнению с термопластами, поскольку низкая вязкость LSR означает, что он будет пробивать даже минимальные зазоры в линиях разъема, если сила зажима недостаточна. Используются как коленно-рычажные, так и гидравлические зажимные системы, при этом полностью электрические машины все чаще отдаются предпочтение в чистых помещениях из-за их чистоты, повторяемости и энергоэффективности. Требования к зажимному усилию рассчитываются на основе давления в полости, умноженного на площадь проекции детали и системы направляющих.
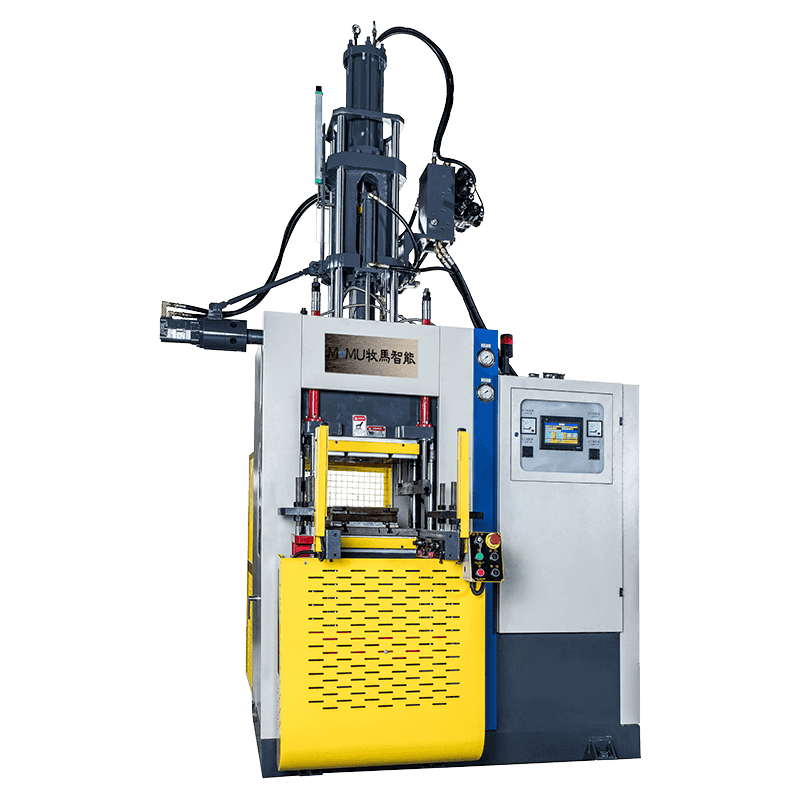
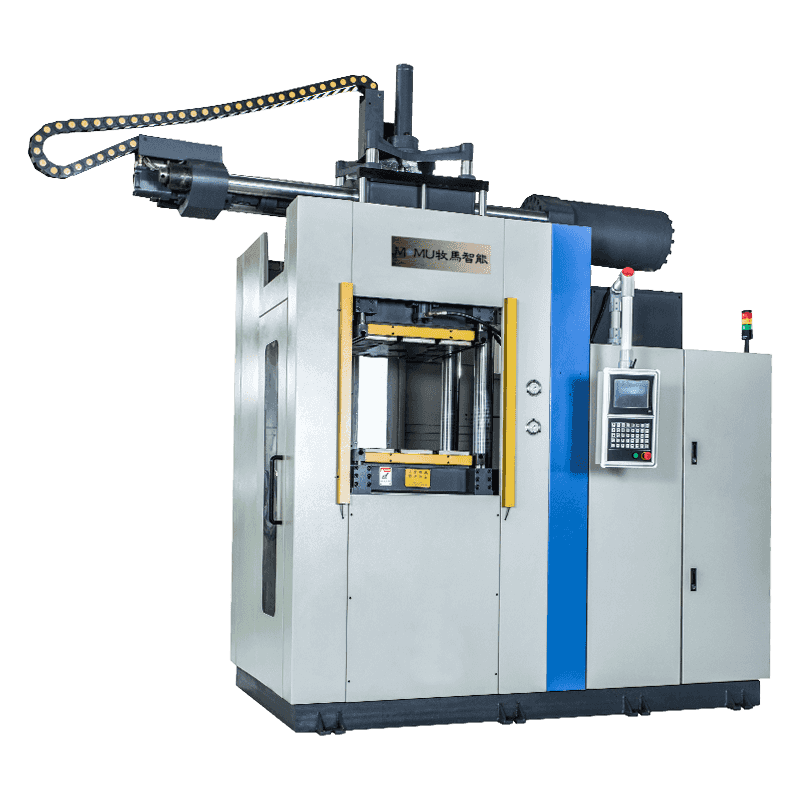
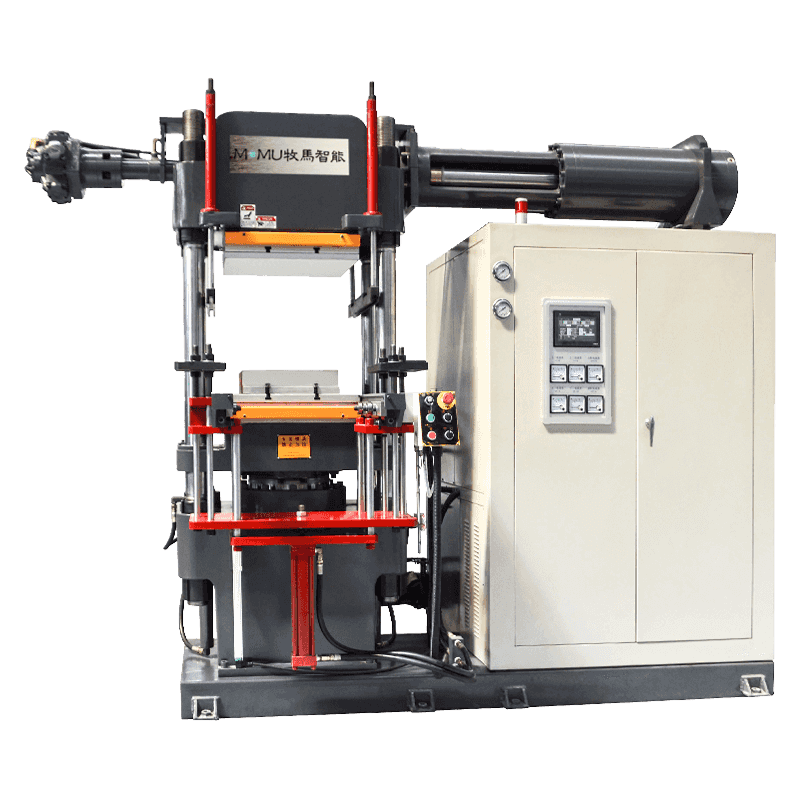
Сравнение машин LSR: гидравлические и полностью электрические
| Особенность | Гидравлическая машина ЛСР | Полностью электрическая машина LSR |
| Повторяемость | Хорошо | Отлично |
| Пригодность для чистых помещений | Ограниченный (риск загрязнения маслом) | Высокий (без гидравлической жидкости) |
| Энергопотребление | Высшее | на 30–60% ниже |
| Капитальные затраты | Нижний | Высшее |
| Уровень шума | Высшее | Нижний |
| Техническое обслуживание | Чаще (гидравлические уплотнения) | Реже |
| Лучшее применение | Промышленные детали высокой силы | Медицинские, пищевые, прецизионные детали |
Отрасли и области применения, которые стимулируют спрос на машины LSR
Рост литья под давлением LSR как метода производства напрямую связан с расширяющимся набором отраслей, которые зависят от свойств силикона в сложных условиях конечного использования. В каждой отрасли существуют особые требования, определяющие порядок настройки и проверки машин LSR.
- Медицинские приборы: Биосовместимость LSR в соответствии со стандартами ISO 10993 и способность стерилизовать автоклавированием, EtO и гамма-излучением делают его предпочтительным материалом для катетеров, респираторных масок, уплотнений для имплантируемых устройств и рукояток хирургических инструментов. Машины, используемые для производства медицинских ЛСР, как правило, полностью электрические, подходят для чистых помещений и оснащены полной технологической документацией для соответствия нормативным требованиям.
- Товары для младенцев и детей: Для сосок, сосок для бутылочек и продуктов для прорезывания зубов требуется безопасный для контакта с пищевыми продуктами силикон, не содержащий пластификаторов и BPA. Марки LSR, сертифицированные в соответствии с правилами FDA 21 CFR и ЕС 10/2011, являются стандартными, а производственные условия должны соответствовать строгим гигиеническим нормам.
- Автомобильная промышленность: LSR используется для уплотнений втулки, чехлов свечей зажигания, уплотнений датчиков и компонентов под капотом, которые должны выдерживать длительные температуры от -50°C до 200°C. В крупносерийном автомобильном производстве для обеспечения экономической эффективности обычно используются гидравлические машины с многогнездными формами с холодными литниками.
- Бытовая электроника: Водонепроницаемые прокладки, мембраны для кнопок, вкладыши для наушников и уплотнители для носимых устройств представляют собой быстрорастущий сегмент. Тонкостенные высокоточные детали с жесткими размерными допусками являются обычным явлением, отдавая предпочтение полностью электрическим машинам с высокой скоростью впрыска.
- Промышленное уплотнение: Мембраны насосов, уплотнения клапанов и химически стойкие прокладки используют стойкость силикона к озону, УФ-излучению и широкому спектру химикатов. Обычно это детали с более толстым сечением, изготовленные на гидравлических машинах с меньшей кавитацией.
Критические факторы при выборе литьевой машины LSR
Выбор машины LSR требует оценки технических характеристик с учетом ваших конкретных деталей, объемов производства и нормативно-правовой базы. Несколько факторов последовательно определяют, принесут ли инвестиции в оборудование ожидаемую отдачу.
Размер дроби и сила зажима должны соответствовать площади выступающей части и направляющей, а не рассчитываться произвольно. Низкая вязкость LSR означает, что даже небольшой недостаток усилия зажима приводит к образованию заусенцев — тонкой пленки затвердевшего силикона на линии разъема, которая требует ручной обрезки и увеличивает процент брака. Рассчитайте необходимое усилие зажима как минимум от 0,3 до 0,5 тонны на квадратный сантиметр площади выступающей полости и определите размер машины с запасом выше этого значения, чтобы учесть будущие дополнения формы или изменения конструкции.
Точность контроля температуры по всей форме так же важна, как и производительность машины по зажиму и впрыску. Неравномерная температура пресс-формы приводит к образованию деталей с непостоянным отверждением, отклонениями в размерах и дефектами поверхности. Оцените, поддерживает ли контроллер температуры пресс-формы зональное картирование температуры и обеспечивает ли конструкция пресс-формы адекватное покрытие каналов нагрева. В прецизионных медицинских приложениях изменение температуры пресс-формы более чем на ±2°C по поверхности полости обычно неприемлемо.
Возможности мониторинга процессов и регистрации данных стали непреложными для регулируемых отраслей. Современные машины LSR объединяют датчики давления в полости, профили скорости впрыска и давления, регистрацию температуры пресс-формы и проверку соотношения дозирования в единую систему мониторинга процесса. Эти данные необходимы для проверки процесса в соответствии с FDA 21 CFR, часть 820 и ISO 13485 для медицинских устройств, и все чаще востребованы клиентами автомобильной промышленности уровня 1 как часть пакетов документации PPAP.
Распространенные дефекты процессов и способы их предотвращения
Даже хорошо спроектированные машины производят дефекты, когда параметры процесса отклоняются или состояние пресс-формы не поддерживается должным образом. Распознавание коренных причин распространенных дефектов LSR имеет важное значение для инженеров-технологов, ответственных за качество продукции.
- Вспышка: Причиной является недостаточное усилие зажима, изношенность поверхностей разъема или чрезмерное давление впрыска. Для решения проблемы необходимо проверить расчеты силы зажима, проверить состояние пресс-формы и снизить скорость впрыска на этапе наполнения.
- Неполное заполнение/короткий план: Возникает из-за недостаточного давления впрыска, заблокированных ворот или LSR, который частично затвердел в канале, прежде чем достичь полости. Проверьте диаметр затвора, убедитесь, что температура цилиндра находится в пределах целевого диапазона холодного канала, и проверьте, не препятствует ли отверждению загрязнение.
- Липкость поверхности: Указывает на недостаточное отверждение, которое чаще всего вызвано неправильным соотношением A:B, слишком низкой температурой формы или недостаточным временем отверждения. Проверьте соотношение дозирования с помощью теста контролируемого дозирования, проверьте однородность температуры формы и увеличьте время отверждения, если позволяют допуски на размеры.
- Захват воздуха/пустоты: Воздух, введенный во время смешивания или введенный вместе с материалом, образует пузырьки в отвержденной детали. Перед началом производства убедитесь, что дозирующая система надлежащим образом продута, а также убедитесь, что скорость впрыска не настолько высока, чтобы воздух всасывался в зону ворот перед фронтом потока LSR.
- Разница в размерах между кадрами: Обычно это связано с неравномерностью дозирования, колебаниями температуры цилиндра или переменным временем отверждения из-за отклонения температуры пресс-формы. Просмотрите журналы мониторинга процесса, чтобы определить, какая переменная коррелирует со сдвигом измерений, и выполните повторную калибровку соответствующей подсистемы.