Как работает машина для литья резины
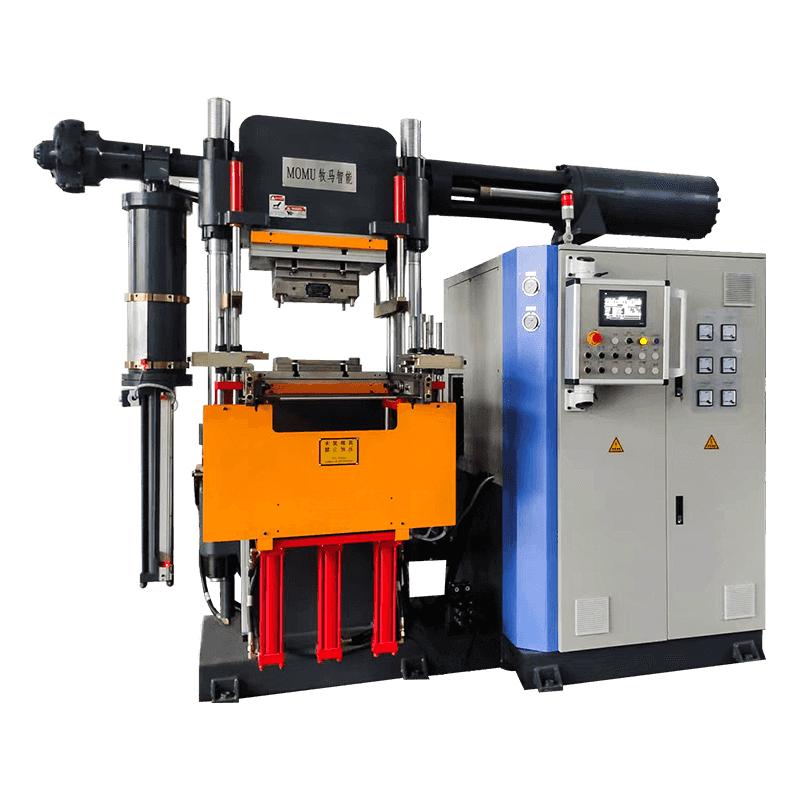
A машина для литья резины под давлением перерабатывает сырые резиновые смеси в готовые детали точной формы, нагнетая нагретый пластифицированный резиновый материал под высоким давлением в закрытую полость формы, где он вулканизируется (химически сшивается) в стабильное эластичное твердое вещество. В отличие от литья под давлением термопластов, при котором один и тот же материал плавится и повторно плавится, литье под давлением резины основано на необратимой реакции вулканизации, вызываемой теплом и временем. После того как резина затвердеет внутри формы, ее нельзя переплавить или реформировать, а это означает, что каждый параметр процесса должен быть правильно настроен, прежде чем начнется полноценное производство.
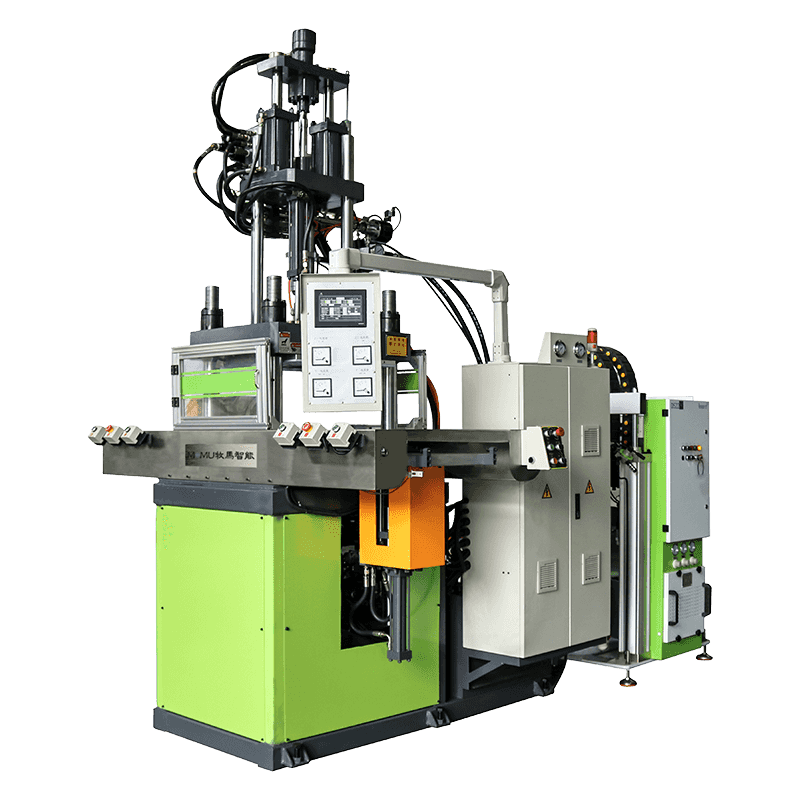
Процесс начинается с подачи резиновой смеси в блок пластикации машины (обычно это шнековый узел), где она нагревается до тщательно контролируемой температуры предварительного нагрева, обычно от 70°C до 100°C, что делает ее текучей, не вызывая преждевременной вулканизации. Вращение шнека гомогенизирует компаунд и создает давление впрыска. Когда форма закрыта и зажата, инжекционный блок подает пластифицированную резину через литник, направляющие и литники в полости формы. Сама форма нагревается до более высокой температуры — обычно от 160°C до 200°C — при которой активируется вулканизирующий агент, и резина затвердевает в течение определенного времени отверждения, прежде чем форма откроется и деталь будет выброшена.
Основные компоненты и их функции
Понимание функциональной роли каждого основного компонента помогает операторам диагностировать проблемы, оптимизировать настройки процесса и принимать обоснованные решения при сравнении характеристик машин разных производителей.
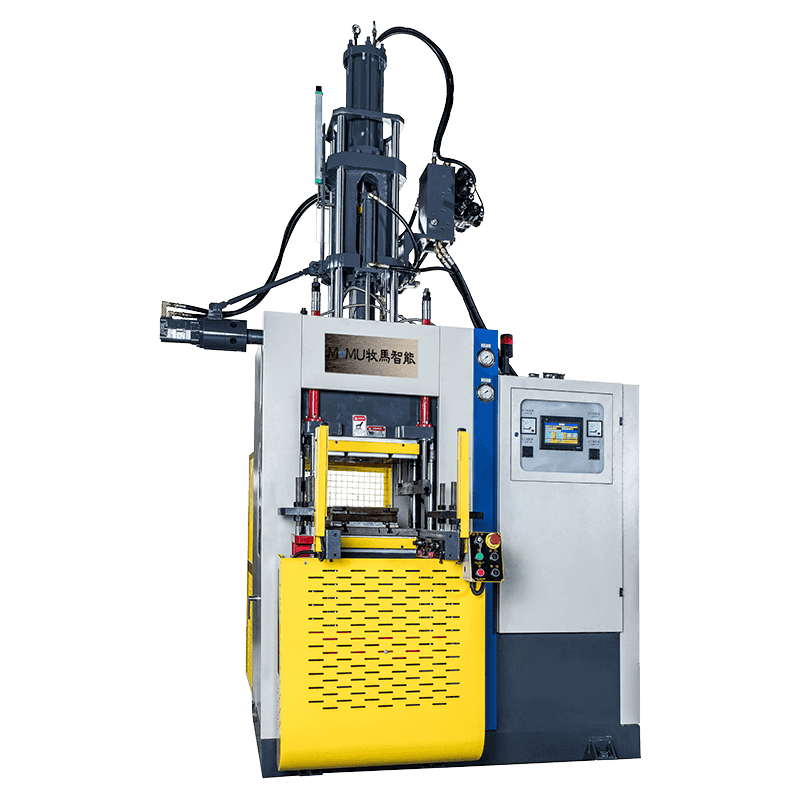
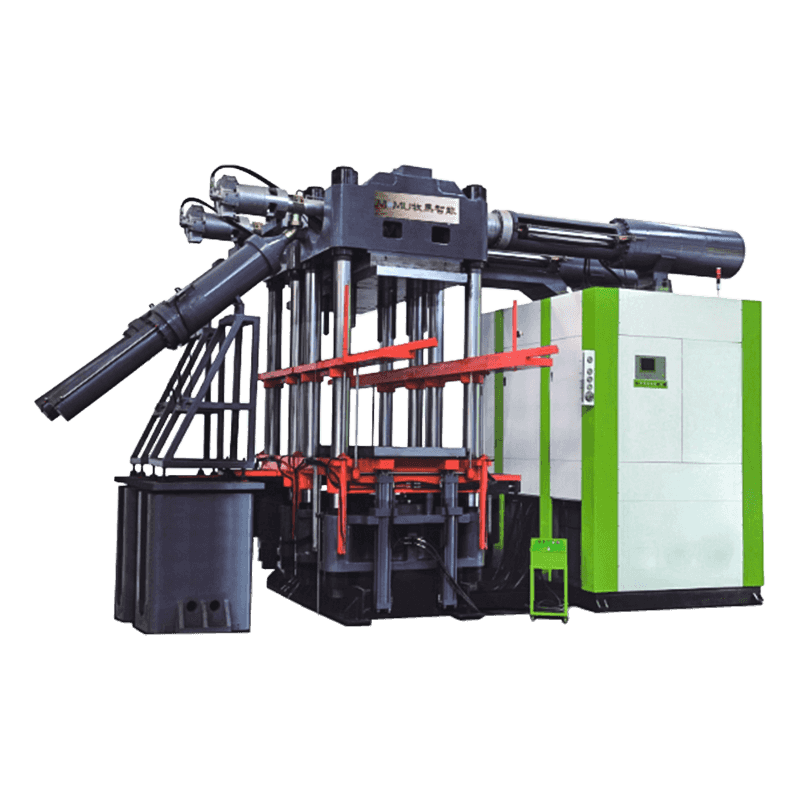
Инъекционный блок
Инжекционный узел состоит из нагреваемого цилиндра, возвратно-поступательного шнека и сопла. Шнек выполняет двойную функцию: он вращается, пластифицируя и транспортируя резиновую смесь вперед, а затем действует как плунжер, вводя накопленную порцию материала в форму. Геометрия шнека для резины отличается от используемой в машинах для изготовления термопластов — резиновые шнеки обычно имеют более низкую степень сжатия и меньший размер витков, чтобы избежать выделения чрезмерного тепла от трения, которое может вызвать подгорание, то есть преждевременную вулканизацию внутри цилиндра до того, как материал достигнет формы.
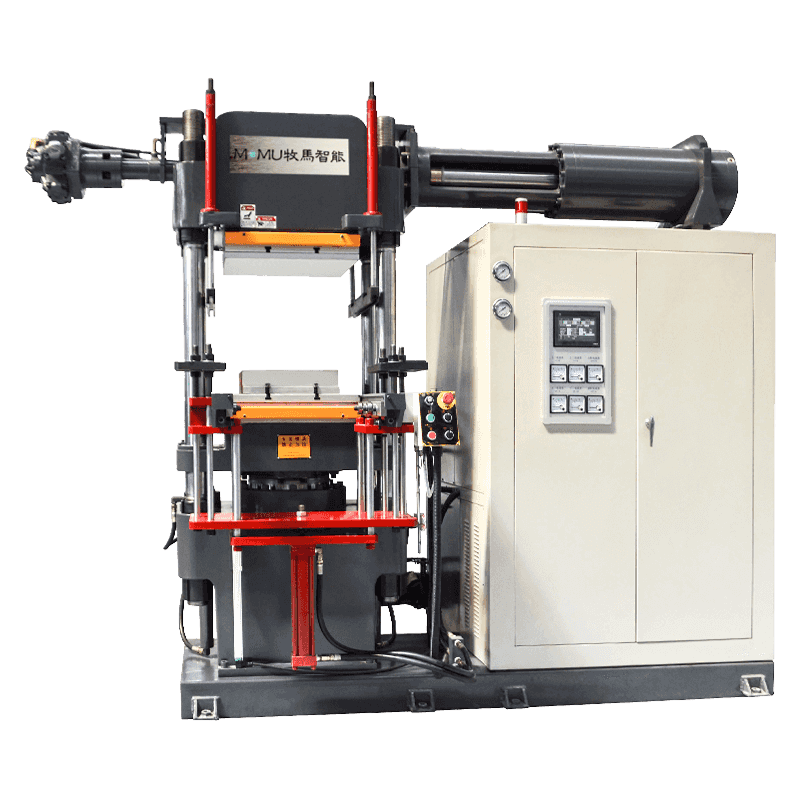
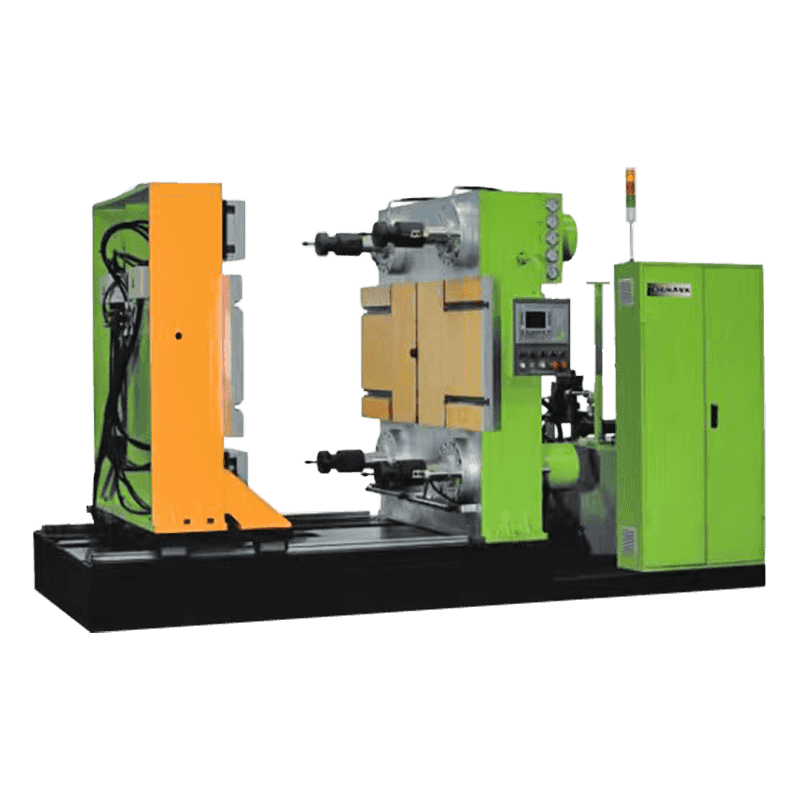
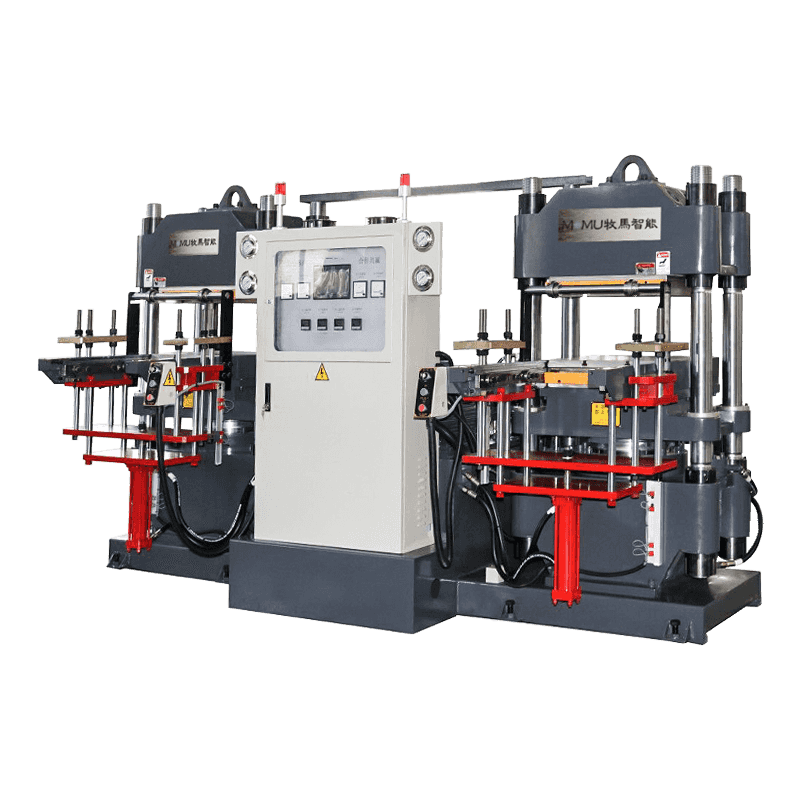
Зажимной блок
Зажимной узел удерживает две половины формы вместе, преодолевая силу, создаваемую давлением впрыска. Усилие зажима измеряется в килоньютонах (кН) или тоннах и должно превышать площадь проекции полостей формы, умноженную на давление впрыска. Недостаточная сила зажима приводит к появлению заусенцев — тонких ребер лишней резины на линии разъема — что увеличивает затраты из-за обрезки и ухудшает точность размеров детали. В большинстве машин для литья каучука используются гидравлические системы зажима, хотя конфигурации с рычагом и прямой гидравлической системой имеют разные характеристики скорости и силы, соответствующие различным производственным требованиям.
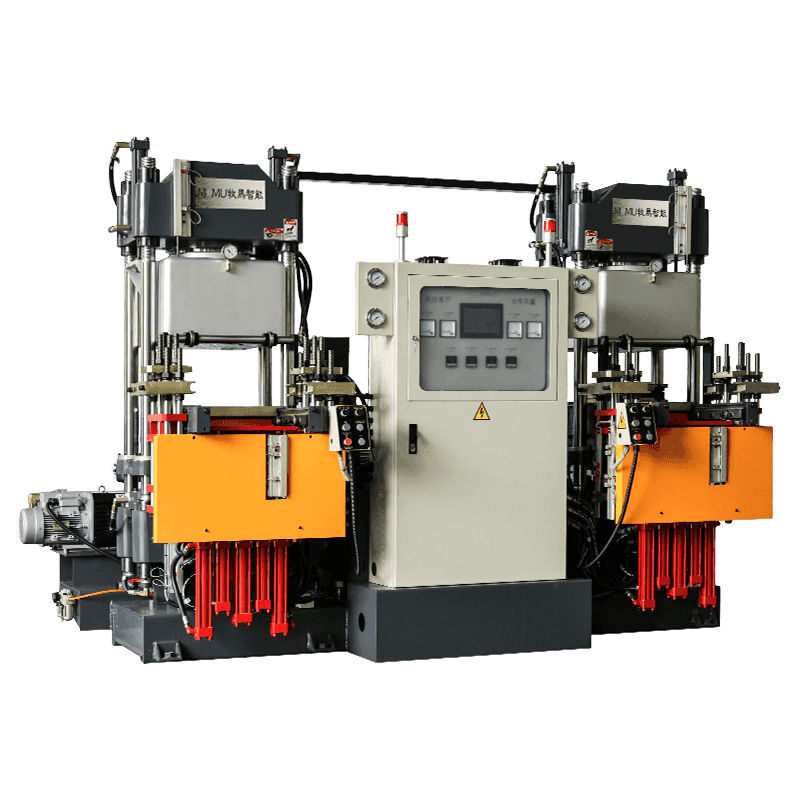
Пресс-форма и система отопления
Пресс-форма — это инструментальный элемент, определяющий геометрию готовой детали. Для литья резины формы нагреваются — чаще всего с помощью электрических картриджных нагревателей или циркулирующего горячего масла — для поддержания стабильной температуры вулканизации по всей поверхности полости. Равномерность температуры внутри формы имеет решающее значение: горячие точки вызывают чрезмерное отверждение и ухудшение свойств материала, а холодные пятна приводят к недостаточному отверждению деталей, которые выходят из строя. Высококачественные формы оснащены датчиками температуры, расположенными рядом с каждой полостью, что позволяет осуществлять мониторинг и корректировку в режиме реального времени во время производства.
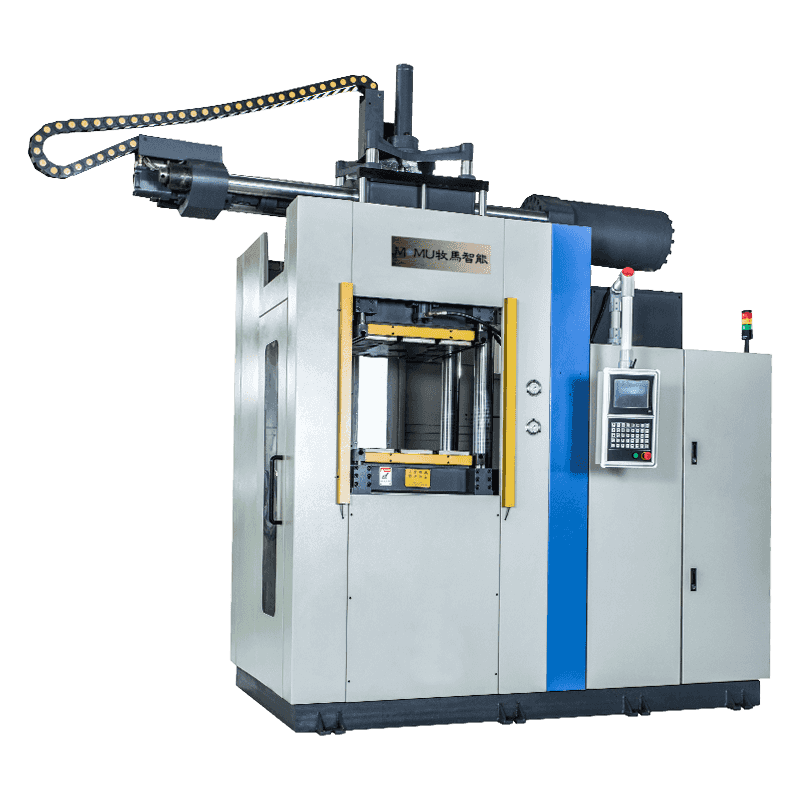
Система управления
Современные машины для литья резины под давлением оснащены системами управления на базе ПЛК или ПК, которые позволяют операторам программировать и сохранять полные технологические рецепты, охватывающие температурные зоны цилиндра, профили скорости впрыска, давление впрыска, давление выдержки, время отверждения, температуру формы и последовательность выталкивания. Возможность сохранять и вызывать рецепты особенно важна на многопрофильных предприятиях, где машины регулярно переключаются между различными резиновыми смесями и геометриями деталей, каждая из которых требует отдельного набора параметров.
Ключевые параметры процесса, которые должен контролировать каждый оператор
Качество резиновых деталей, отлитых под давлением, определяется тем, насколько точно устанавливаются и поддерживаются параметры процесса на протяжении всего производственного цикла. Следующие параметры взаимодействуют друг с другом, а это означает, что изменение одного часто требует корректировки других для сохранения качества детали.
| Параметр | Типичный диапазон | Эффект, если слишком низкий | Эффект, если слишком высокий |
| Температура ствола | 70°С – 100°С | Плохой поток, неполное заполнение | Ожог, преждевременное лечение |
| Температура пресс-формы | 160°С – 200°С | Недоотвержденные, слабые детали | Чрезмерное отверждение, деградация поверхности |
| Давление впрыска | 80 – 200 МПа | Короткие кадры, пустоты | Вспышка, повреждение плесенью |
| Время лечения | 30 секунд – 10 минут | Липкие, недостаточно отвержденные детали | Хрупкие, переотвержденные детали |
| Скорость впрыска | Для конкретного приложения | Вязаные линии, неполное заполнение. | Струя, захват воздуха |
Время отверждения является параметром, оказывающим самое непосредственное влияние на время цикла и, следовательно, на производительность. Его необходимо определять путем реометрического тестирования конкретной используемой резиновой смеси, поскольку разные составы — натуральный каучук, EPDM, силикон, NBR, неопрен — имеют свою собственную кинетику вулканизации. Попытка сократить время отверждения сверх того, что позволяет химический состав соединения, приводит к недостаточному отверждению деталей, которые могут пройти первоначальный осмотр, но преждевременно выйти из строя при эксплуатации.
Отрасли и области применения, в которых используются эти машины
Машины для литья резины под давлением используются в широком спектре отраслей промышленности, где одновременно требуются жесткие допуски на размеры, стабильные свойства материала и высокие объемы производства. На автомобильный сектор приходится значительная доля мировых мощностей по литью резины под давлением, производя уплотнения, прокладки, втулки, гасители вибрации, уплотнительные кольца и уплотнители — компоненты, которые должны надежно работать в экстремальных температурных диапазонах и иметь длительный срок службы. Резиновые детали автомобильного класса обычно изготавливаются из EPDM, NBR или силиконовых соединений, выбранных из-за их устойчивости к определенным жидкостям, температурам и условиям окружающей среды.
Промышленность медицинского оборудования является еще одним крупным пользователем литья резины под давлением, особенно силиконовых компонентов. Литье под давлением жидкого силиконового каучука (LSR) — это специализированный вариант процесса, при котором используются двухкомпонентные силиконовые системы, отверждаемые платиной, при производстве таких деталей, как хирургические уплотнения, компоненты катетеров, респираторные маски и компоненты устройств для доставки лекарств. Для формования LSR требуются специальные конфигурации машин с охлаждаемыми литьевыми цилиндрами (в отличие от обычного формования резины), поскольку материал быстро отверждается при температуре формы, но его необходимо поддерживать в цилиндре холодным, чтобы предотвратить преждевременное гелеобразование.
- Автомобильная промышленность: Уплотнения дверей и окон, прокладки двигателя, виброизоляторы, компоненты тормозной системы, соединители шлангов и втулки под капотом, требующие устойчивости к теплу и жидкости.
- Медицинские и фармацевтические: Силиконовые пробки для флаконов, компонентов шприцев, имплантируемых уплотнений, мембран дыхательных устройств и компонентов управления жидкостями, требующих биосовместимости и устойчивости к стерилизации.
- Электроника: Кнопки клавиатуры, уплотнения разъемов, вибропоглощающие прокладки и прокладки корпуса, защищающие печатные платы от влаги и механических ударов.
- Промышленное оборудование: Гидравлические уплотнения, пневматические уплотнительные кольца, компоненты конвейерных лент, диафрагмы насосов и соединительные элементы, работающие под постоянными механическими нагрузками.
- Потребительские товары: Подошвы для обуви, ручки, уплотнители для кухонных приборов, компоненты детских товаров и детали спортивных товаров, где тактильное качество и долговечность имеют значение.
Сравнение литья резины под давлением с трансферным и компрессионным формованием
Литье резины под давлением – не единственный процесс производства резиновых деталей. Трансферное и компрессионное формование — более старые и простые альтернативы, которые по-прежнему широко используются. Понимание преимуществ каждого процесса помогает производителям выбрать правильный метод для заданной геометрии детали, требований к объему и бюджета.
При компрессионном формовании предварительно взвешенный кусок неотвержденной резины помещается непосредственно в открытую полость формы, а затем форма закрывается под действием гидравлического давления и тепла. Это самый простой и дешевый вариант оснастки, но он обеспечивает более высокий уровень заусенцев, меньшую стабильность размеров и более длительное время цикла по сравнению с впрыском. Это остается практичным для больших и простых деталей с небольшими объемами производства, где обоснование стоимости оснастки имеет большее значение, чем эффективность времени цикла. При трансферном формовании используется горшок и плунжер для проталкивания резины из резервуара через литниковые отверстия в закрытую форму, что обеспечивает лучший контроль размеров, чем сжатие, но все же приводит к отбраковке отходов материала из передающего горшка, которые необходимо выбросить. Литье под давлением устраняет большую часть этих отходов, поскольку впрыскивает только точный необходимый объем порции, обеспечивает кратчайшее и наиболее стабильное время цикла и обеспечивает высочайшую точность размеров, что делает его предпочтительным процессом там, где объемы деталей и требования к качеству оправдывают более высокие инвестиции в оборудование.

На что следует обратить внимание при выборе машины для литья резины
Выбор подходящей машины для литья резины для конкретного применения требует оценки нескольких взаимозависимых характеристик, а не сосредоточения внимания на каком-то одном числе, таком как сила зажима или размер порции в отдельности.
- Сила зажима: Рассчитайте необходимую силу зажима на основе площади проецируемой полости и ожидаемого давления впрыска. Всегда включайте запас безопасности как минимум на 10–15 % выше расчетного минимума, чтобы учесть изменчивость процесса.
- Объем выстрела и диаметр шнека: Производительность машины должна соответствовать весу детали плюс вес системы направляющих, не превышая при этом 80 % от максимального объема дроби, что обеспечивает постоянную гомогенизацию материала в каждом цикле.
- Безопасность от ожогов: Оцените конструкцию цилиндра машины и точность контроля температуры. Машины, предназначенные для термочувствительных или быстроотверждаемых компаундов, требуют строго зонированного контроля температуры цилиндра и конструкции шнеков с коротким временем пребывания для предотвращения подгорания.
- Размер пресс-формы и дневной свет: Убедитесь, что размеры плиты машины и максимальное расстояние открытия формы (дневной свет) совместимы с размерами формы и высотой детали при выталкивании.
- Возможности системы управления: На предприятиях, производящих несколько продуктов, отдайте приоритет машинам с хранилищем рецептов, регистрацией технологических данных и возможностью удаленного мониторинга, чтобы обеспечить отслеживание качества и сократить время настройки между заданиями.