Что такое вакуумная машина для вулканизации резины и как она работает?
А вакуумная машина для вулканизации резины представляет собой специализированное промышленное оборудование, которое использует контролируемое тепло, давление и вакуум для химического отверждения сырой резины или резиновой смеси до ее окончательной, прочной формы. Сама по себе вулканизация — это процесс, посредством которого полимерные цепи в каучуке сшиваются — обычно с помощью систем вулканизации на основе серы или пероксида — превращая мягкий, липкий и нестабильный по размерам сырой каучук в материал с высокой эластичностью, прочностью на разрыв, стойкостью к истиранию и термической стабильностью. Добавление вакуума к процессу вулканизации — это то, что отличает машины этого класса от обычного прессового или автоклавного оборудования.
В стандартном вулканизирующем прессе воздух может попасть в ловушку между резиновой смесью и поверхностью формы на этапе закрытия, что приводит к образованию пустот, вздутию поверхности, неполному заполнению мелких деталей и нестабильной плотности по всей детали. Вакуумная машина для вулканизации резины удаляет этот воздух до и во время цикла формования, создавая вакуум внутри герметичной камеры, окружающей форму. При удалении атмосферного давления резина равномерно течет по каждому контуру формы, газы, растворенные в компаунде, извлекаются, и полученная отвержденная деталь приобретает более плотную, однородную микроструктуру с превосходным качеством поверхности по сравнению с отверждением без вакуума.
Рабочий цикл вакуумной вулканизационной машины обычно следует фиксированной последовательности: загрузка резины загружается в форму, форма закрывается и герметизируется внутри вакуумной камеры, вакуумный насос откачивает камеру до целевого отрицательного давления - обычно от -0,08 МПа до -0,1 МПа - а затем одновременно прикладывают тепло и гидравлическое или пневматическое давление для отверждения детали. Время цикла варьируется от нескольких минут до более часа в зависимости от резиновой смеси, толщины стенок детали и температуры отверждения, которая для большинства промышленных эластомеров обычно колеблется от 140°C до 200°C.

Основные компоненты и их функции
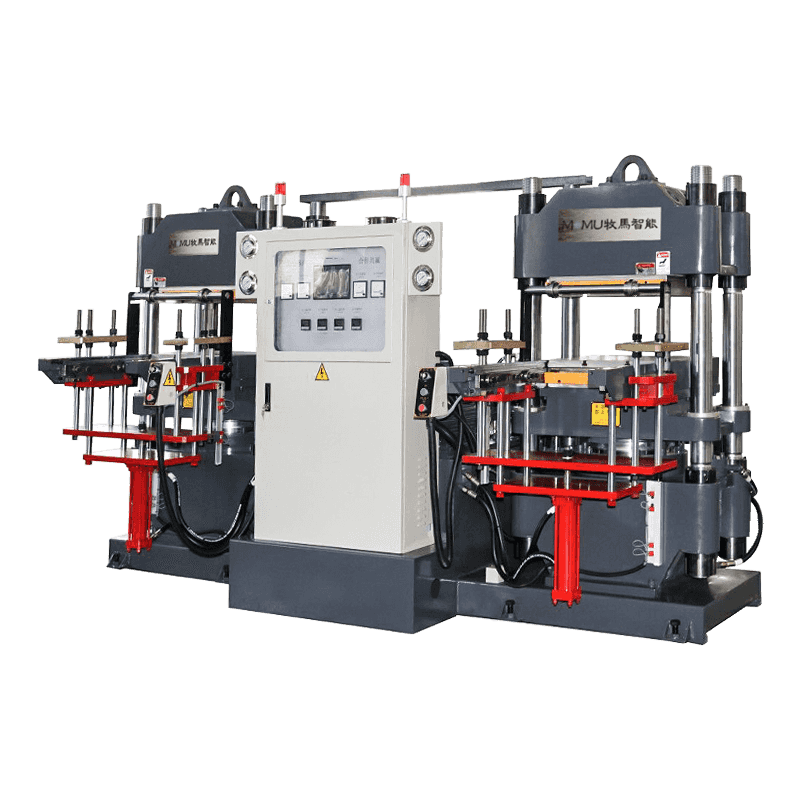
Понимание механической архитектуры машины для вакуумной вулканизации резины помогает инженерам и группам закупок оценить качество оборудования, устранить проблемы с производительностью и правильно подобрать машины для своих производственных требований. Основные функциональные подсистемы тесно интегрированы, и каждая играет непосредственную роль в обеспечении качества продукции.
Нагревательные плиты и система контроля температуры
Нагревательные плиты являются основными поверхностями теплопередачи, которые окружают форму и передают тепловую энергию резиновой смеси во время отверждения. В большинстве машин для вакуумной вулканизации плиты нагреваются с помощью элементов электрического сопротивления, встроенных в обработанные стальные или чугунные пластины, хотя плиты с паровым нагревом также используются в крупносерийных производственных средах, где доступна централизованная подача пара. Точное и равномерное распределение температуры по поверхности плиты имеет решающее значение — колебания температуры более чем на ±3°C между зонами могут привести к неравномерному отверждению внутри детали, создавая области недоотверждения (мягкие, слабые) рядом с областями переотверждения (хрупкие, деградированные). В современных машинах используются ПИД-регуляторы температуры (пропорционально-интегрально-производные) с несколькими независимыми зонами нагрева и обратной связью от термопар для поддержания строгой однородности температуры на протяжении всего цикла.
Вакуумная система и уплотнительная камера
Вакуумная система состоит из вакуумного насоса (обычно пластинчато-роторного или сухошнекового типа), соединенного с герметичной камерой, окружающей область формы. Герметичность этой камеры является одним из наиболее важных параметров качества машины: любая утечка в прокладках камеры, дверных уплотнениях или соединениях плит ограничивает достижимый уровень вакуума и допускает попадание воздуха во время цикла отверждения. В высококачественных машинах используются усиленные уплотнения из силикона или фторэластомера, рассчитанные на непрерывную работу при температурах отверждения. Уровень вакуума контролируется вакуумметром и контролируется автоматизированной системой клапанов, которая поддерживает заданное давление от первоначального вакуумирования до полного времени отверждения.
Гидравлическая или пневматическая система прессования
Усилие зажима прикладывается к форме через гидравлический цилиндр или пневматический привод, который приводит верхнюю плиту вниз к нижней плите. Давление зажима должно быть достаточным, чтобы удерживать половины формы закрытыми против внутреннего давления, создаваемого резиновой смесью, когда она нагревается, размягчается и течет во время отверждения. Недостаточное давление зажима вызывает заусенец — тонкие ребра из вулканизированной резины, которые выдавливаются между линиями разъема формы, — в то время как чрезмерное давление может повредить мелкие детали формы или деформировать тонкостенные полости формы. Гидравлические системы обеспечивают более точный и регулируемый контроль давления и являются предпочтительными для производственных машин. Усилия зажима обычно варьируются от нескольких тонн на небольших лабораторных машинах до нескольких сотен тонн на крупных промышленных прессах, используемых для автомобильных и промышленных уплотнительных компонентов.
Аdvantages of Vacuum Curing Over Conventional Vulcanizing
Решение инвестировать в технологию вакуумной вулканизации вместо обычного пресса обусловлено измеримым улучшением качества и эффективностью процесса, которое она обеспечивает для широкого спектра резиновых изделий. Производители, перешедшие от стандартного прессования к вакуумному отверждению, постоянно сообщают о следующих преимуществах:
- Устранение пустотных дефектов: Захваченный воздух и летучие газы удаляются до начала отверждения, устраняя пористость и дефекты вспучивания, которые часто встречаются в резиновых деталях, изготовленных традиционным способом, особенно в толстых поперечных сечениях и с закрытыми полостями.
- Превосходная обработка поверхности: Не имея воздушного барьера между компаундом и поверхностью формы, резина воспроизводит тонкую текстуру и детали формы с гораздо большей точностью, создавая детали с более гладкими и однородными поверхностями, которые требуют меньшего количества последующей обработки.
- Улучшенные механические свойства: Детали, отвержденные в вакууме, демонстрируют более высокую прочность на разрыв, лучшее удлинение при разрыве и более стабильную твердость, поскольку полимерная сетка формируется без внутренних разрывов, вызванных захваченным газом.
- Улучшенная текучесть смеси и заполнение формы: Поток с помощью вакуума позволяет резиновым смесям полностью заполнять формы сложной геометрии, включая подрезы, тонкие ребра и каналы малого диаметра, которые могут задерживать воздух и приводить к коротким выстрелам в условиях отсутствия вакуума.
- Снижение процента брака и брака: Сочетание устранения дефектов и последовательного контроля процесса напрямую снижает процент бракованных деталей при проверке качества, повышая производительность и сокращая отходы материала.
- Совместимость с чувствительными соединениями: Некоторые специальные резиновые смеси, в том числе силикон, фторэластомер (FKM) и составы EPDM, содержат пластификаторы с низкой температурой кипения или технологические добавки, которые могут улетучиваться и вызывать дефекты в условиях атмосферного отверждения. Вакуумная вулканизация эффективно справляется с этими летучими веществами.
Отрасли промышленности и применения, в которых используется вакуумная вулканизация
Вакуумные машины для вулканизации резины используются в широком спектре отраслей промышленности, где точность размеров, качество поверхности и внутренняя целостность резиновых компонентов не подлежат обсуждению. Следующие отрасли представляют собой основные области применения:
- Аutomotive Sealing Systems: Для уплотнений дверей, уплотнений оконных каналов, прокладок двигателя, уплотнительных колец и виброгасящих опор требуется бездефектная вулканизированная резина с жесткими размерными допусками. Вакуумная вулканизация является стандартной практикой для автомобильных герметиков премиум-класса.
- Аerospace and Defense: Аircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Медицинское и фармацевтическое оборудование: Силиконовые мембраны, диафрагмы, компоненты трубок и уплотнения, используемые в медицинских приборах и фармацевтическом оборудовании, не должны иметь внутренней пористости, которая может содержать загрязнения или ухудшать механические характеристики в критически важных условиях.
- Электроника и электроизоляция: Резиновые клавиатуры, уплотнения разъемов, компоненты изоляции кабелей и детали с силиконовой герметизацией для электроники требуют постоянных диэлектрических свойств и качества поверхности, которые обеспечивает вакуумное отверждение.
- Производство обуви: Вакуумные вулканизационные машины широко используются при производстве подошв обуви, особенно при производстве подошв из этиленвинилацетата и резиновой подошвы, где воздушные карманы создают слабые места в структуре подошвы и влияют на сцепление между слоями.
- Промышленные ролики и накладки: Ролики с резиновым покрытием для печати, обработки текстиля и производства бумаги подвергаются вакуумной вулканизации, чтобы обеспечить полное сцепление резины с металлическим сердечником и равномерную твердость по всей поверхности валика.
Типы и конфигурации вакуумных вулканизирующих машин
Машины для вакуумной вулканизации резины доступны в нескольких конфигурациях, подходящих для разных масштабов производства, размеров деталей и технологических требований. Выбор правильной конфигурации является важным шагом в спецификации оборудования.
| Тип машины | Конфигурация | Лучше всего подходит для |
| Однодневный вакуумный пресс | Одно отверстие формы между двумя нагретыми плитами | Мелкие и средние детали, лабораторные работы и работы с прототипами |
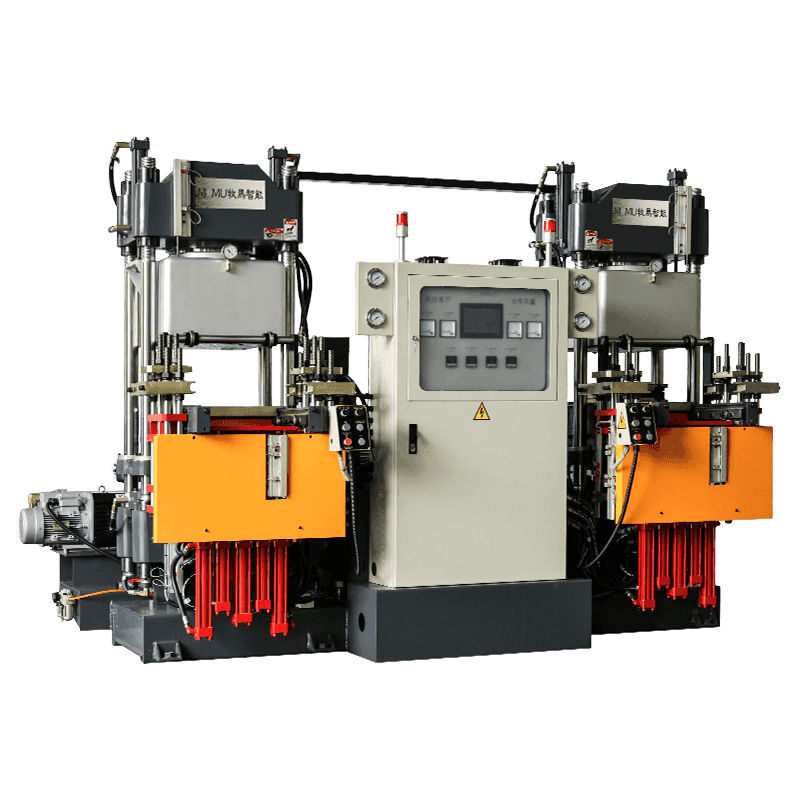
| Многодневный вакуумный пресс | Одновременное отверждение нескольких уровней формы | Крупнообъемные плоские детали, листовые изделия, подошвы для обуви |
| Вакуумный мешок/автоклавная система | Гибкий вакуумный пакет помещает деталь в нагреваемую камеру. | Крупные детали сложной формы и композитные резиновые ламинаты. |
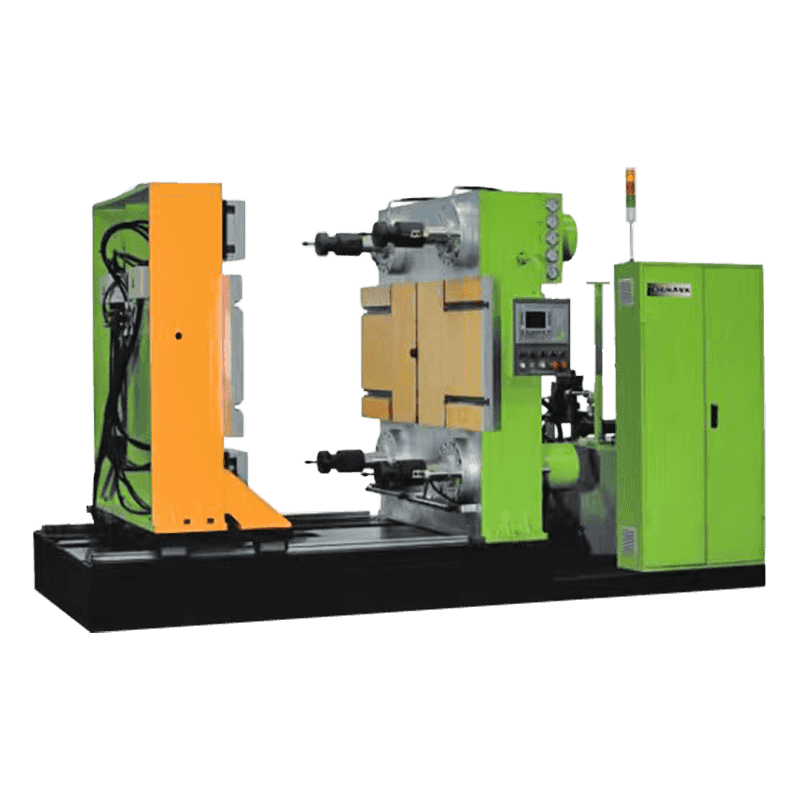
| Ротационная вакуумная вулканизационная машина | Карусельное вращение формы через станции отверждения | Непрерывное высокопроизводительное производство небольших однородных деталей. |
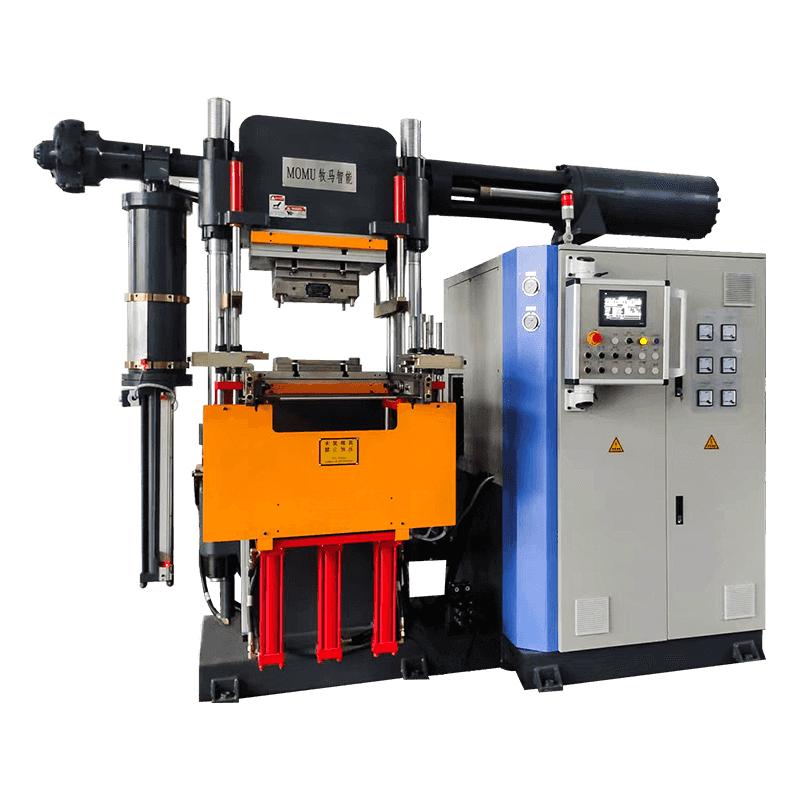
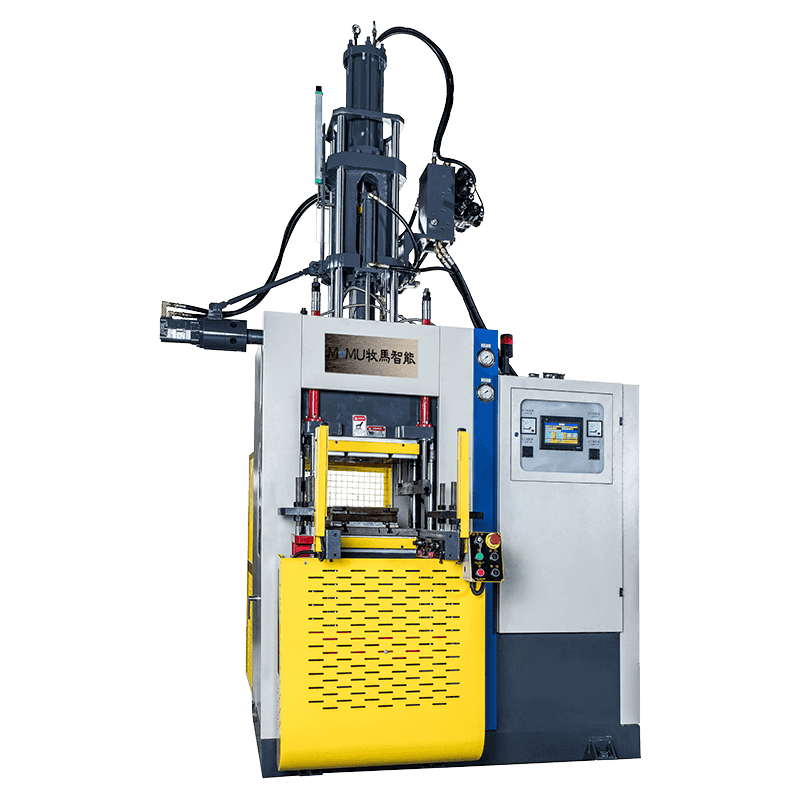
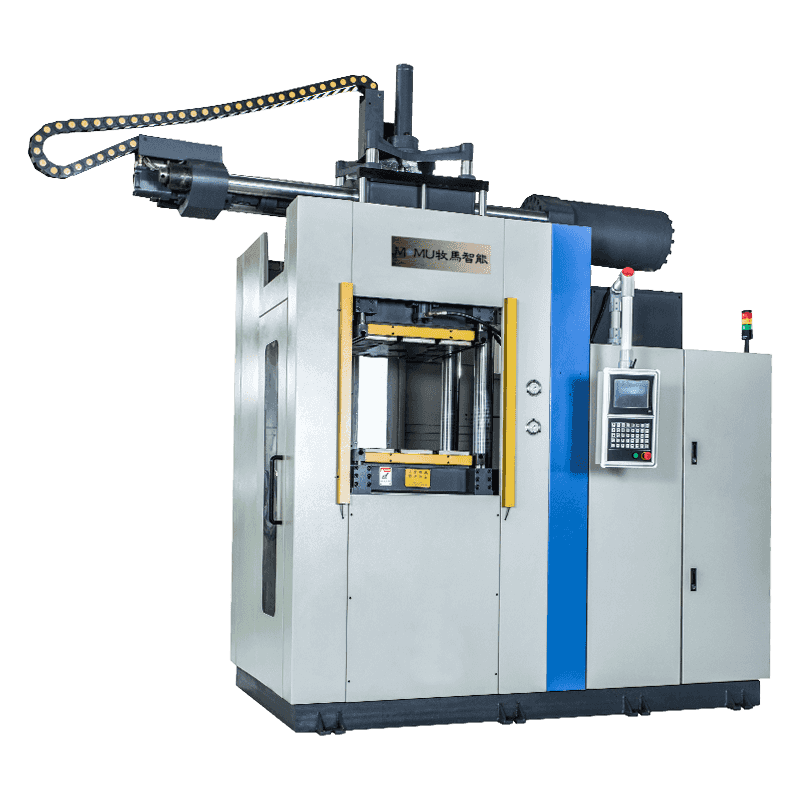
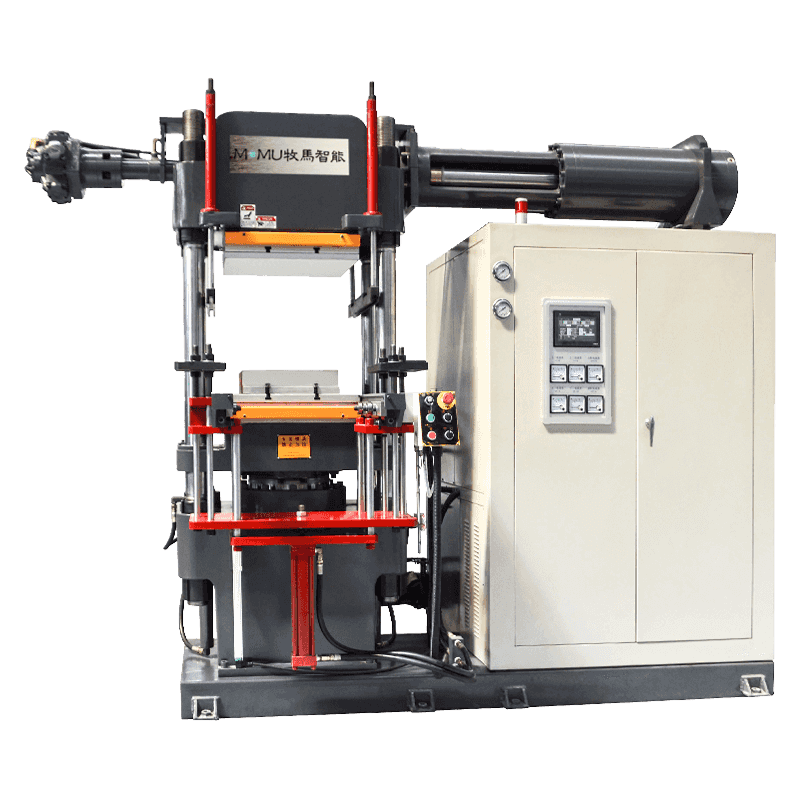
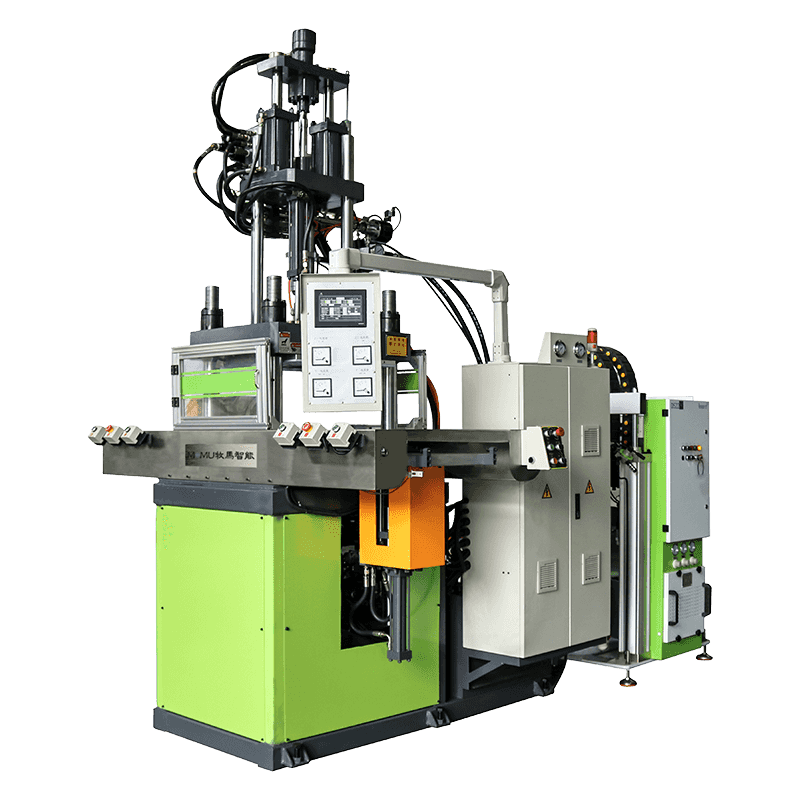
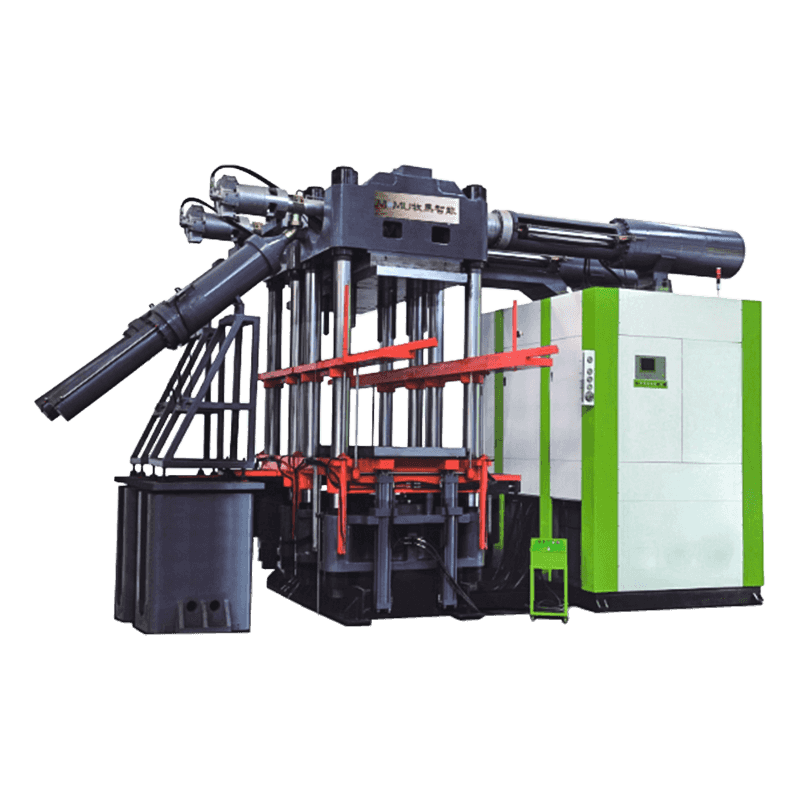
| Инъекционный вакуумный вулканизационный пресс | Сочетает вакуумную камеру с блоком впрыска резины. | Прецизионные литые уплотнения и детали из технической резины |
Ключевые факторы, которые следует учитывать при покупке машины для вакуумной вулканизации резины
Инвестирование в машину для вакуумной вулканизации является важным капитальным решением, а процесс спецификации требует тщательной оценки как текущих производственных требований, так и прогнозируемых будущих потребностей. Спешка в процессе выбора или сосредоточение внимания исключительно на цене часто приводит к тому, что оборудование работает неэффективно, требует дорогостоящих обновлений или не соответствует сертификатам качества, требуемым ключевыми клиентами.
Размер плиты и сила зажима
Размеры плиты должны соответствовать самой большой форме, которую вы собираетесь использовать, с достаточным запасом по периметру формы, чтобы обеспечить равномерное распределение давления. Усилие зажима должно рассчитываться на основе проектируемого давления резиновой смеси в полости при температуре отверждения, умноженного на общую проектируемую площадь всех полостей в форме. Недостаточное усилие зажима приводит к засветке; Негабаритные машины потребляют больше энергии и площади, чем необходимо. Перед окончательной доработкой спецификации запросите инженерные расчеты у поставщика оборудования на основе данных вашей конкретной пресс-формы и компаунда.
Уровень вакуума и производительность насоса
Достижимый уровень вакуума является прямым показателем того, насколько эффективно машина удаляет воздух и газы из среды формы. Укажите целевой уровень вакуума — обычно -0,095 МПа или выше для требовательных применений — и подтвердите время откачки для достижения этого уровня с загруженной формой. Производительность насоса (измеренная в м³/ч или кубических футах в минуту) должна соответствовать объему вакуумной камеры плюс мертвый объем соединительных трубопроводов. Машинам с насосами недостаточной мощности требуется слишком много времени для достижения целевого уровня вакуума, что увеличивает время цикла и снижает производительность.
Система управления и регистрация данных
Современные машины для вакуумной вулканизации должны быть оснащены программируемым логическим контроллером (ПЛК) и человеко-машинным интерфейсом (HMI) с сенсорным экраном, который позволяет операторам сохранять и вызывать многоэтапные циклы вулканизации, контролировать все параметры процесса в режиме реального времени и создавать производственные записи для отслеживания качества. Для клиентов в цепочках поставок автомобильной и аэрокосмической промышленности регистрация данных о температуре, давлении, уровне вакуума и времени цикла для каждой производственной партии является стандартным требованием аудита. Перед покупкой убедитесь, что система управления станком соответствует требованиям документации вашей системы управления качеством.
Методы технического обслуживания, которые защищают производительность машины
Долгосрочная надежность машины для вакуумной вулканизации резины во многом зависит от структурированной программы профилактического обслуживания, ориентированной на компоненты, наиболее подверженные износу и деградации в высокотемпературной и многоцикловой производственной среде.
- Проверка вакуумного уплотнения: Дверцы камеры и уплотнения валов следует проверять на предмет деформации при сжатии, растрескивания или загрязнения поверхности при каждом интервале технического обслуживания. Изношенные уплотнения являются наиболее распространенной причиной потери вакуума, и их следует заменять по расписанию, а не дожидаться видимого отказа.
- Техническое обслуживание вакуумного насоса: Пластинчато-роторные насосы требуют регулярной замены масла — загрязненное или испорченное масло насоса значительно снижает достижимый уровень вакуума. Суховинтовые насосы требуют периодической проверки ротора и подшипников. Строго соблюдайте рекомендованные производителем интервалы технического обслуживания.
- Проверка плоскостности стола: Со временем повторяющиеся термические циклы и механическая нагрузка могут привести к образованию выпуклостей на поверхностях плит или появлению локальных впадин, что приводит к неравномерному распределению давления по форме. Периодически проверяйте плоскостность валика, используя прецизионную линейку и щуп.
- Обслуживание гидравлической системы: Ежегодно следует отбирать пробы гидравлического масла и анализировать его на предмет загрязнения твердыми частицами и снижения вязкости. Уплотнения цилиндров и шланговые соединения следует проверять на предмет утечек при каждом профилактическом обслуживании.
- Калибровка термопары и контроллера: Точность измерения температуры со временем снижается по мере старения спаев термопар. Ежегодная калибровка всех датчиков температуры по отслеживаемому эталонному стандарту необходима для обеспечения постоянства отверждения и удовлетворения требований аудита системы качества.
А vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.