Как изготавливается силикон? Химия, лежащая в основе материала
Силикон — это синтетический полимер, основная цепь которого построена из чередующихся атомов кремния и кислорода — структуры, известной как силоксановая цепь, — а не из углерод-углеродной основной цепи, присутствующей в органических пластиках, таких как полиэтилен или полипропилен. Это фундаментальное различие в молекулярной архитектуре придает силикону его исключительную термическую стабильность, химическую инертность, гибкость в широком диапазоне температур и устойчивость к УФ-деградации. Понимание того, как производится силикон, от его исходного элементарного происхождения до готового эластомера, помогает инженерам, дизайнерам продукции и производителям понять, почему этот материал ведет себя именно так и почему он обрабатывается иначе, чем обычные термопластичные смолы.
Производство силикона начинается с кремния — второго по распространенности элемента в земной коре, встречающегося в основном в форме диоксида кремния (SiO₂), широко известного как кварц или кварцевый песок. Важно отметить, что кремниевый элемент химически отличается от силиконового полимера. Кремний в сыром виде не является мягким, гибким или химически стабильным в различных условиях; это твердый, хрупкий металлоид. Преобразование его в универсальный силиконовый полимер, используемый в медицинских устройствах, автомобильных уплотнениях, потребительских товарах и промышленных компонентах, требует многоэтапного химического процесса, в ходе которого органические группы на основе углерода вводятся в основную цепь кремния, фундаментально изменяя его свойства.

От кварца к металлическому кремнию: первый этап производства
Первым шагом в производстве силикона является восстановление диоксида кремния до металлического кремния металлургического качества. Это достигается в больших электродуговых печах, где кварцит (форма кварца высокой чистоты) нагревается до температуры, превышающей 1800 ° C, в присутствии богатых углеродом восстановителей, таких как уголь, кокс и древесная щепа. Углерод реагирует с кислородом диоксида кремния, выделяя углекислый газ и оставляя после себя жидкий металлический кремний с чистотой примерно 98–99%. Этот материал известен как кремний металлургического класса (MG-Si) и служит важнейшим сырьем для производства силиконовых полимеров.
Расплавленный кремний отливают в слитки, дают остыть, а затем измельчают в порошок или гранулы для дальнейшей химической обработки. На этом этапе кремний еще далек от полимера — он должен пройти последовательность химических реакций, в ходе которых органические метильные группы присоединяются к атомам кремния, создавая органохлорсилановые промежуточные соединения, которые служат строительными блоками всех коммерческих силиконовых продуктов.
Процесс Мюллера-Рохова: создание силиконового мономера
В промышленном производстве силиконовых мономеров преобладает прямой процесс Мюллера-Рохова, независимо разработанный в 1940-х годах. В этом процессе порошкообразный металлический кремний взаимодействует с газообразным хлористым метилом (CH₃Cl) в присутствии медного катализатора при температуре от 250°C до 350°C. В результате этой реакции образуется смесь хлорсилановых соединений, наиболее коммерчески важным из которых является диметилдихлорсилан — (CH₃)₂SiCl₂. Эта молекула является основным мономером, из которого в конечном итоге получают подавляющее большинство коммерческих силиконов.
Смесь хлорсиланов, полученную прямым способом, разделяют фракционной перегонкой на отдельные компоненты, каждый из которых обладает различной реакционной способностью и при гидролизе образует различные структуры силиконового полимера. Диметилдихлорсилан при воздействии воды подвергается быстрому гидролизу — атомы хлора заменяются гидроксильными группами — и образующиеся силанольные промежуточные соединения самопроизвольно конденсируются друг с другом с образованием полидиметилсилоксановых (ПДМС) цепей. В зависимости от условий реакции, длины цепи и конкретной смеси используемых хлорсилановых мономеров полученный полимер может представлять собой жидкость с низкой вязкостью, вязкую смолу или базовый полимер с высокой молекулярной массой, подходящий для смешивания с силиконовым каучуком.
Состав силиконовой резины: от базового полимера к формовочному материалу
Сам по себе необработанный полидиметилсилоксановый полимер не пригоден для литья под давлением. Его необходимо смешивать с рядом добавок, которые регулируют его твердость, прочность на разрыв, удлинение, термостойкость, цвет и характеристики отверждения в соответствии с конкретными требованиями применения. На этом этапе компаундирования фактически создается функциональный материал из силиконового каучука, используемый в машинах для литья под давлением, и он включает в себя тщательную разработку химиками материалов, которые балансируют конкурирующие требования к свойствам с ограничениями обработки.
- Армирующие наполнители: Диоксид кремния является наиболее широко используемым армирующим наполнителем в смесях силиконового каучука. Добавленный в количестве 20–50% по массе коллоидный диоксид кремния значительно увеличивает прочность на разрыв и сопротивление разрыву за счет взаимодействия с полимерными цепями на молекулярном уровне. Без армирования чистый силиконовый полимер имеет очень низкую механическую прочность.
- Сшивающие агенты: Чтобы превратить линейный или слегка разветвленный силиконовый полимер в трехмерную эластомерную сетку, необходимо ввести сшивающие агенты. Для каучука высокой консистенции (HCR), используемого при обычном литье под давлением, традиционным сшивающим агентом являются органические пероксиды. Для жидкого силиконового каучука (LSR) стандартной является система аддитивного отверждения, катализируемая платиной, обеспечивающая более быстрые циклы отверждения и превосходную стабильность свойств.
- Пигменты и красители: Силикон естественно полупрозрачен и легко воспринимает пигментацию. Оксид железа, диоксид титана и органические пигменты добавляются в рецептуру для получения полного спектра цветов, требуемого производителями потребительских товаров и медицинского оборудования.
- Вспомогательные средства обработки: Небольшие добавки технологических добавок, таких как силиконовые масла или воски, улучшают текучесть компаунда во время литья под давлением, снижая требования к давлению впрыска и улучшая заполнение форм в формах сложной геометрии.
- Функциональные добавки: В зависимости от конечного применения могут быть включены дополнительные агенты — антипирены для электроизоляционных компонентов, антимикробные агенты для медицинских и пищевых продуктов или термостабилизаторы для высокотемпературных применений.
Типы силикона, используемого при литье под давлением: HCR против LSR
Две разные формы силиконового каучука перерабатываются в машинах для литья под давлением, и они значительно различаются по своему физическому состоянию, поведению при обработке и типу машины, необходимой для их обработки. Выбор между резиной высокой консистенции (HCR) и жидким силиконовым каучуком (LSR) является одним из наиболее важных решений в области материалов при разработке силиконовых продуктов, напрямую влияющих на качество детали, время цикла, конструкцию оснастки и экономику производства.
Резина высокой консистенции (HCR)
HCR представляет собой твердый, похожий на замазку материал при комнатной температуре с консистенцией, похожей на крутое хлебное тесто. Он имеет высокую молекулярную массу — обычно превышающую один миллион г/моль — и его необходимо предварительно нагреть и обработать, прежде чем он станет достаточно текучим для впрыскивания в полость формы. Соединения HCR обычно отверждаются с использованием органических пероксидов при температуре 150–200 ° C, а для полного развития механических свойств и удаления остаточных побочных продуктов разложения пероксида часто требуется постотверждение при повышенных температурах. HCR хорошо зарекомендовал себя в производстве уплотнений, прокладок, трубок и кабельных аксессуаров, и его можно обрабатывать на машинах для литья под давлением модифицированной резины или прессах для прессования.
Жидкая силиконовая резина (LSR)
LSR представляет собой двухкомпонентную перекачиваемую жидкую систему, поставляемую в отдельных бочках: компонент A содержит базовый полимер и платиновый катализатор, а компонент B содержит базовый полимер и сшивающий агент (обычно соединение гидрида кремния). Два компонента дозируются в точном соотношении 1:1, смешиваются в статическом или динамическом смесителе и впрыскиваются в нагретую форму, где реакция присоединения, катализируемая платиной, происходит быстро, обычно в течение 10–60 секунд при температуре формы 150–220°C. LSR не производит побочных продуктов отверждения, не требует дополнительного отверждения и обеспечивает исключительную однородность деталей с точностью размеров, чего трудно достичь с помощью HCR. Это предпочтительный материал для крупносерийного производства медицинских приборов, товаров по уходу за младенцами, компонентов носимых технологий и прецизионных промышленных уплотнений.
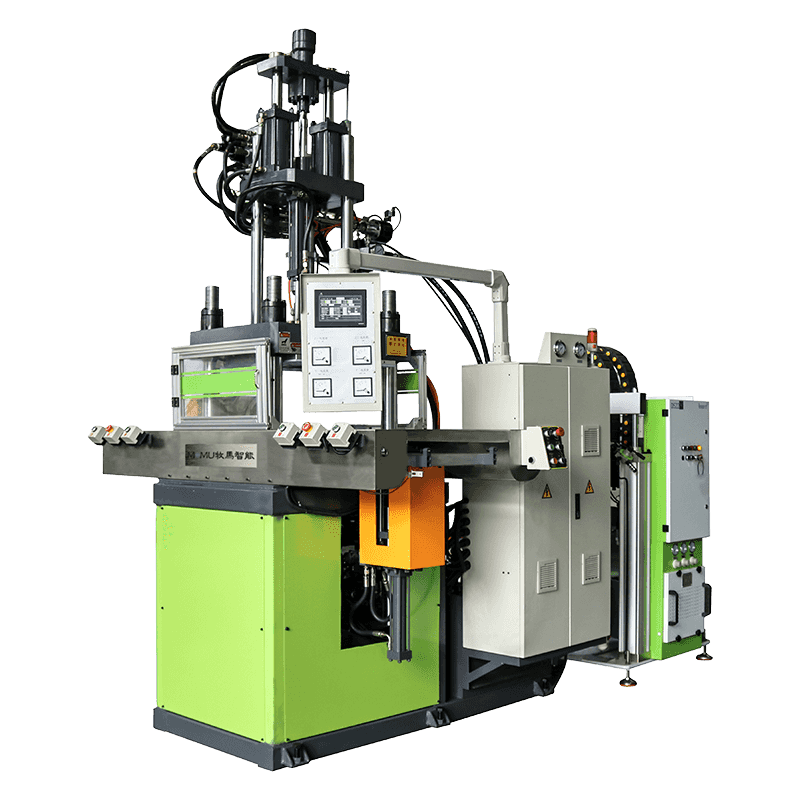
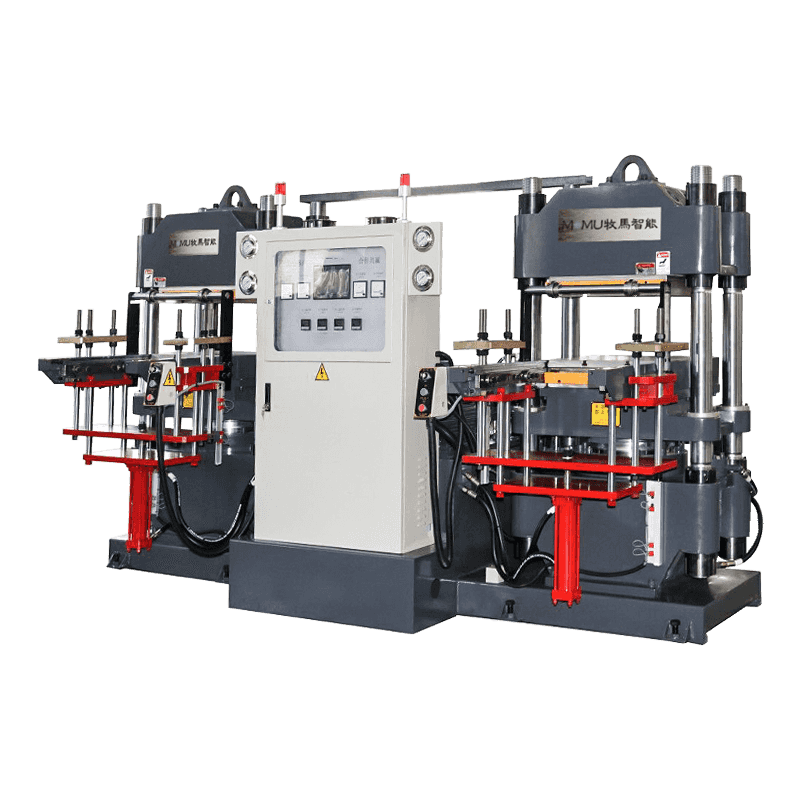
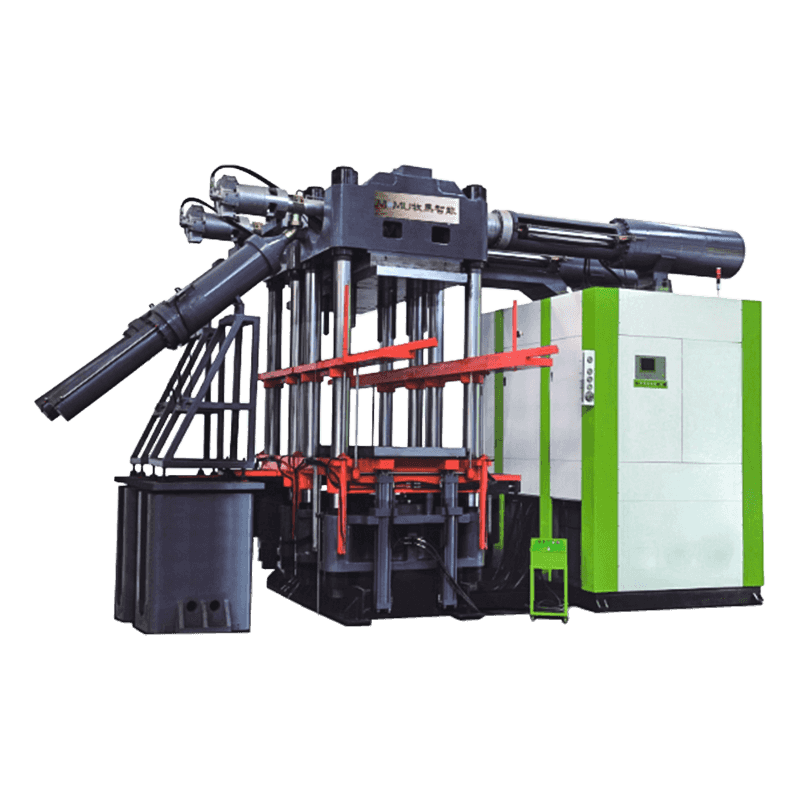
Как работает машина для литья силикона/резины
Силикон или машина для литья резины под давлением принципиально отличается от стандартной машины для литья термопластов в нескольких важных аспектах, что обусловлено термореактивной природой силикона и резины — материалов, которые необратимо отверждаются при нагревании, а не размягчаются при нагревании, как это делают термопласты. В машине для изготовления термопластов цилиндр и шнек нагреваются для плавления материала, а форма охлаждается для затвердевания детали. В машине для литья под давлением силикона/резины материал должен поддерживаться холодным во всей системе впрыска, чтобы предотвратить преждевременное отверждение, в то время как форма нагревается для запуска и завершения вулканизации.
Для переработки LSR блок впрыска оснащен двухкомпонентной системой дозирования и смешивания, которая забирает материал из двух барабанов с помощью прецизионных шестеренчатых насосов, смешивает его в правильном соотношении с помощью статического смесителя и подает смешанный материал в цилиндр холодного впрыска. Узел цилиндра и шнека охлаждается — обычно охлажденной водой с температурой 5–15°C — для поддержания LSR ниже температуры его активации во время цикла впрыска. Когда материал впрыскивается в нагретую форму (150–220°C), резкое повышение температуры активирует платиновый катализатор, и реакция отверждения завершается за считанные секунды.
Ключевые компоненты машины для литья силикона/резины под давлением
| Компонент | Функция | Ключевая спецификация |
| Двухкомпонентный дозатор | Точно дозирует и перекачивает компоненты LSR A и B. | Точность соотношения ±0,5% или выше |
| Статический/динамический микшер | Гомогенно смешивает компоненты A и B перед инъекцией. | Эффективность смешивания, нагрев с низким сдвигом |
| Цилиндр и шнек для холодного впрыска | Транспортирует и вводит материал, предотвращая преждевременное отверждение. | Охлаждение охлажденной водой, 5–15°C |
| Обогреваемый зажимной блок и пресс-форма | Удерживает форму закрытой под давлением и подает тепло для отверждения. | 150–220°C, усилие зажима на полость |
| Холодноканальная система | Доставляет материал в полости без потери затвердевшего литника. | Практически нулевые отходы, термическая изоляция |
| Система управления (ЧПУ/ПЛК) | Управляет скоростью впрыска, давлением, температурой и временем | Повторяемость процесса, регистрация данных |
Особенности проектирования пресс-форм, характерные для литья под давлением силикона
Конструкция пресс-форм для литья под давлением силикона требует пристального внимания к факторам, которые значительно отличаются от инструментов для термопластов. Низкая вязкость силикона в форме LSR — часто по сравнению с густыми сливками или тестом для блинов — означает, что он легко затекает в мельчайший зазор между разделяющими поверхностями формы, образуя заусенцы, которые необходимо удалять при последующей обработке. Силиконовое формование без заусенцев или почти без заусенцев требует чрезвычайно жестких допусков на плоскостность разделяемой поверхности, обычно в пределах 2–5 микрон, а также прецизионной шлифовки инструментальной стали с твердостью выше 48 HRC для поддержания этих допусков в течение миллионов циклов.
Вентиляция имеет решающее значение при проектировании силиконовых форм, поскольку воздух, попавший в полые карманы, не может выйти через материал, как это происходит в некоторых пористых процессах — захваченный воздух приводит к образованию пустот, коротких выступов или дефектов поверхности. Вентиляционные каналы толщиной 3–8 микрон предусмотрены на линии разделения и в точках последнего заполнения каждой полости. Конструкция системы выталкивания также должна учитывать высокую гибкость и липкость поверхности отвержденных силиконовых деталей — извлечение из формы без разрывов или искажений тонкостенных элементов обычно требует тщательного проектирования угла уклона, текстурирования поверхности или использования антиадгезионных покрытий, таких как ПТФЭ, или плазменной обработки поверхности полостей.
Отрасли и области применения, в которых используется литье силикона под давлением
Сочетание исключительных свойств силикона и точности, достигаемой при литье под давлением, делает машины для литья под давлением силикона и резины центральным элементом производства в самых разнообразных отраслях промышленности. В каждом секторе используется свой набор эксплуатационных характеристик силикона, а способность производить изделия сложной геометрии с жесткими допусками в больших объемах делает литье под давлением предпочтительным методом производства во всех из них.
- Медицинские и фармацевтические: Биосовместимость, стерилизуемость и химическая инертность силикона делают его предпочтительным материалом для компонентов катетеров, уплотнений имплантируемых устройств, рукояток хирургических инструментов, респираторных масок и мембран клапанов доставки лекарств. Литье под давлением LSR позволяет производить эти детали в соответствии со стандартами медицинского оборудования класса III с полной проверкой процесса и отслеживаемостью.
- Автомобильная промышленность: Уплотнения разъемов, втулки, чехлы свечей зажигания, шланги турбонагнетателя и прокладки для подкапотного пространства зависят от способности силикона сохранять герметизирующие свойства при температурах от -60°C до более 200°C на протяжении всего срока службы автомобиля.
- Бытовая электроника: Защитные чехлы, мембраны кнопок, водонепроницаемые уплотнения для носимых устройств и наконечники для наушников отливаются из LSR на инструментах с высокой кавитацией, которые производят миллионы деталей в год с постоянной точностью размеров.
- Товары для младенцев и подростков: Соски для бутылочек, пустышки, прорезыватели и насадки ложек для кормления, изготовленные из пищевых соединений LSR, соответствующих требованиям FDA, производятся в многоместных формах с соблюдением строгих гигиенических производственных протоколов.
- Промышленность и энергетика: Электрические изоляторы для оборудования передачи высокого напряжения, диафрагм насосов, обратных клапанов и уплотнений химической обработки используют сочетание силикона электрического сопротивления, устойчивости к ультрафиолетовому излучению и химической стойкости в сложных наружных и технологических средах.
От кварцитовой руды, подаваемой в дуговые печи, до прецизионно отлитого силиконового уплотнения на медицинском имплантате, путь силикона от сырья до готового продукта является частью тесной координации промышленной химии и точного машиностроения. Машина для литья под давлением силикона и каучука находится в центре этой цепочки создания стоимости, превращая тщательно разработанный термореактивный полимер в высокоточные по размерам компоненты, которые незаметно, но незаменимо встраиваются в продукты, определяющие современную жизнь.