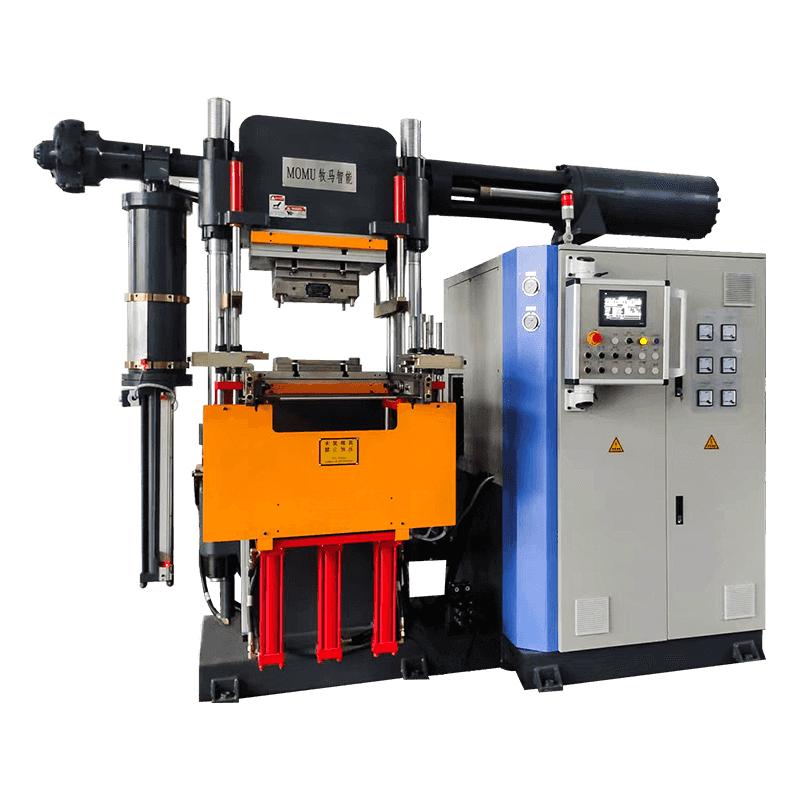
Компрессионное формование резины — один из старейших и наиболее широко используемых процессов в производстве резиновых деталей, и машина, находящаяся в центре этого процесса — машина для компрессионного формования резины — остается краеугольным камнем производственных линий в автомобильной, аэрокосмической, промышленной герметизации и секторах потребительских товаров. Несмотря на развитие технологий литья под давлением и трансферного формования, компрессионное формование продолжает существовать благодаря своей простоте, преимуществам в стоимости оснастки и пригодности для широкого спектра резиновых смесей и геометрии деталей. Понимание того, как работают эти машины, что отличает высококачественное оборудование от среднего и как адаптировать характеристики машин к вашим производственным потребностям, имеет важное значение для инженеров, менеджеров по закупкам и операторов предприятий, работающих с изделиями из вулканизированной резины.
Что делает машина для компрессионного формования резины
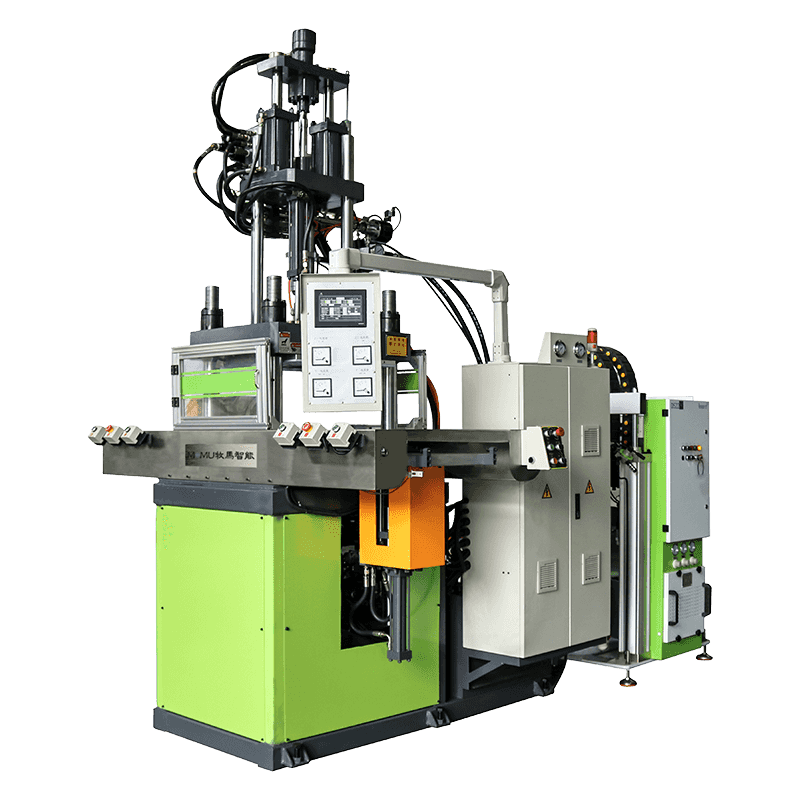
А машина для прессования резины применяет контролируемое тепло и давление к заранее отмеренной порции неотвержденной резиновой смеси, помещенной непосредственно в полость открытой формы. Когда машина закрывает форму под гидравлическим давлением, резина принимает форму полости. Постоянное тепло — обычно от 150°C до 200°C в зависимости от состава — запускает вулканизацию — процесс химического сшивания, который превращает мягкую, податливую резиновую смесь в прочную, эластичную готовую деталь. После завершения цикла отверждения форма открывается и деталь удаляется, что часто требует ручного удаления заусенцев, чтобы обрезать лишний материал, попавший в линию разъема.
Процесс компрессионного формования особенно хорошо подходит для натурального каучука, EPDM, силикона, неопрена, нитрила (NBR) и фторэластомеров (FKM/Viton). Он обычно используется для производства уплотнений, прокладок, уплотнительных колец, виброгасителей, диафрагм, втулок и нестандартных резиновых профилей. Поскольку форма открыта во время загрузки, компрессионное формование позволяет использовать резину, армированную тканью, детали, соединенные металл-резина, и вставки более естественно, чем процессы литья под давлением, что делает его предпочтительным методом для сложных композитных резиновых компонентов.
Основные компоненты машины для компрессионного формования резины
Понимание основных компонентов машины для компрессионного формования проясняет как принципы ее работы, так и ключевые факторы качества, которые необходимо оценивать при сравнении моделей разных производителей.
Гидравлическая система
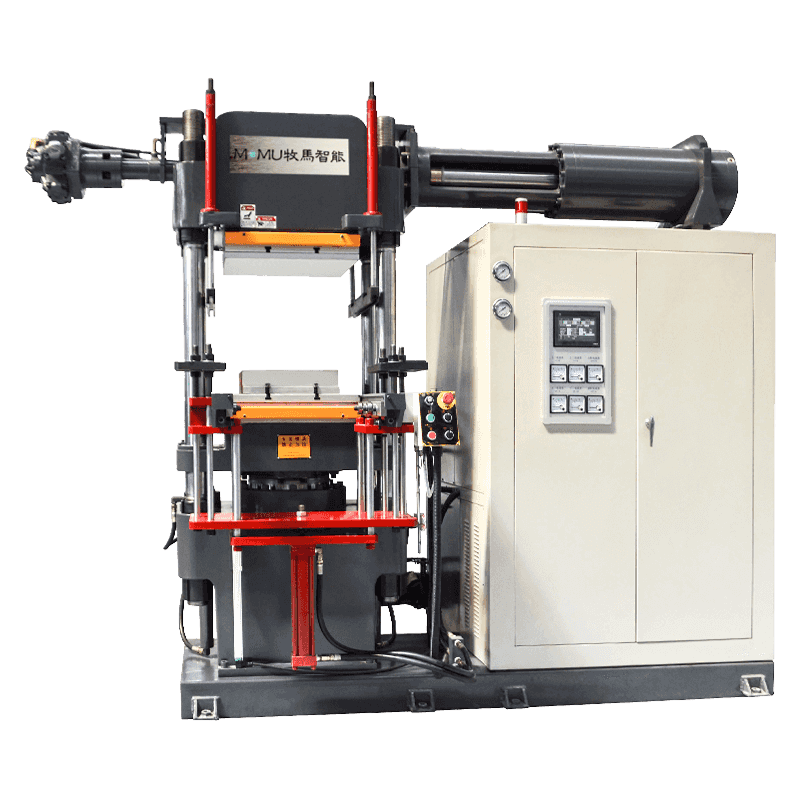
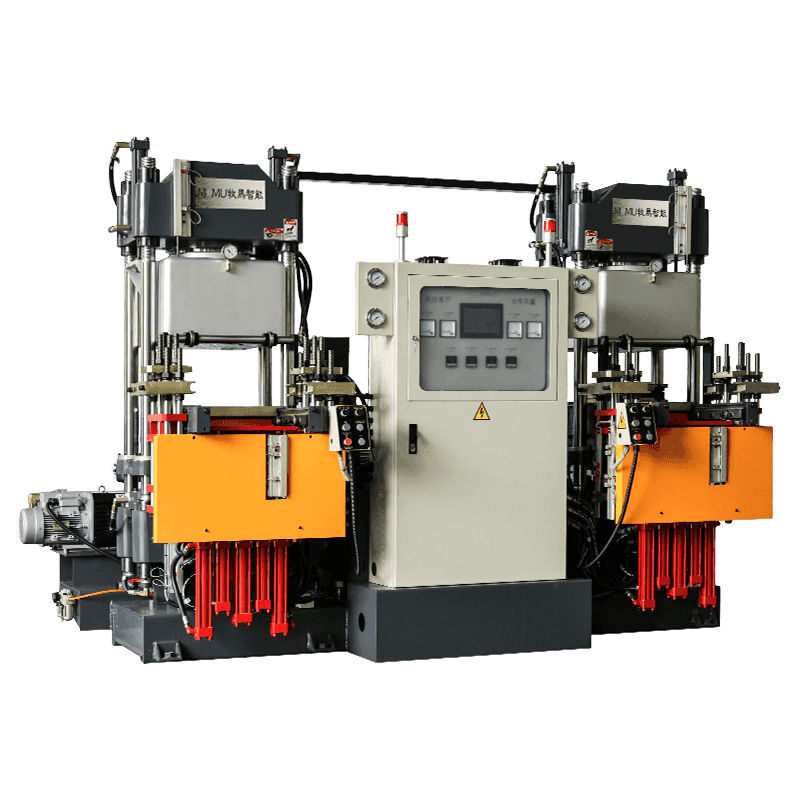
Гидравлическая система — это сердце машины, генерирующее силу. Гидравлический насос подает жидкость в цилиндры, которые приводят в действие подвижную плиту, создавая силу зажима, которая закрывает форму и поддерживает давление на протяжении всего цикла отверждения. Усилие зажима измеряется в тоннах и напрямую определяет максимальный размер формы и достижимое давление в полости. Машины варьируются от небольших настольных агрегатов от 10 до 50 тонн для лабораторных работ и работы с прототипами до больших производственных прессов, превышающих 1000 тонн для автомобильных и промышленных деталей. Стабильность давления в гидравлической системе во время отверждения имеет решающее значение — колебания вызывают изменения размеров готовой детали и могут привести к неполному заполнению или образованию пустот в резине.

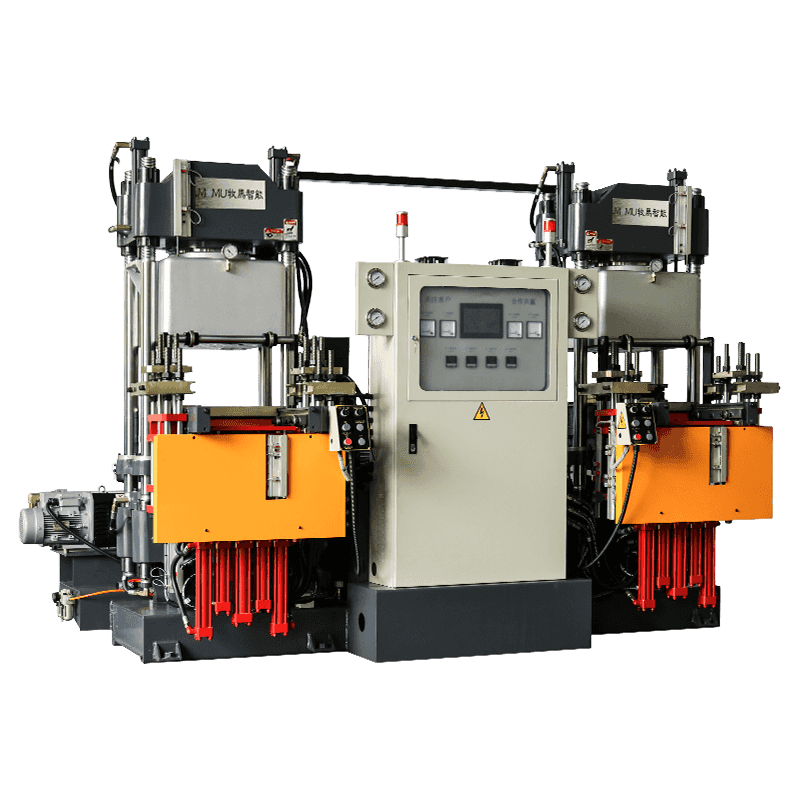
Плиты с подогревом
Верхняя и нижняя плиты представляют собой плоские, точно отшлифованные металлические пластины, которые удерживают половины формы и передают им тепло. Плиты нагреваются изнутри с помощью элементов электрического сопротивления, пара или циркуляции горячего масла. Электрический нагрев получил наибольшее распространение в современных машинах благодаря точной управляемости и простоте обслуживания. Паровое отопление обеспечивает высокую скорость нагрева, но требует инфраструктуры и систем управления давлением. Равномерность распределения температуры по поверхности плиты является одним из наиболее важных показателей качества машины для компрессионного формования: изменение температуры более чем на ±3°C по всей поверхности плиты может привести к неравномерному отверждению, что приведет к получению деталей с непостоянной твердостью, плотностью и точностью размеров по всей форме.
Система управления
В современных машинах для компрессионного формования резины используются системы управления на базе ПЛК (программируемый логический контроллер) с сенсорными панелями HMI (человеко-машинный интерфейс), которые позволяют операторам программировать и сохранять рецепты отверждения — комбинации настроек температуры, давления и времени для конкретных резиновых смесей и геометрии деталей. Усовершенствованные машины предлагают многоступенчатый контроль давления, автоматическое дыхание формы (контролируемый мгновенный сброс давления, позволяющий выйти захваченному воздуху и летучим веществам во время отверждения), а также интеграцию с системами мониторинга производства и качества данных. В машинах начального уровня могут использоваться более простые релейные или аналоговые таймеры и термостаты, которые ограничивают точность и отслеживаемость, но снижают стоимость.
Ключевые параметры процесса и как они влияют на качество деталей
Качество компрессионного формования резины определяется тремя взаимозависимыми параметрами процесса: температурой, давлением и временем. Правильный подход к конкретной резиновой смеси и конструкции пресс-формы является основой стабильного производства.
| Параметр | Типичный диапазон | Эффект слишком низкого | Эффект слишком высокого |
| Температура | 150°С – 200°С | Недолечение; мягкие, слабые части | чрезмерное лечение; хрупкость, деградация поверхности |
| Давление | Давление в полости 5 – 15 МПа | Неполное заполнение; пористость; короткие кадры | Чрезмерная вспышка; повреждение плесенью |
| Время лечения | 2–20 минут (в зависимости от состава) | Недолечение; липкость; плохие механические свойства | Реверсия (в НР); потерянное время цикла |
Время отверждения зависит от состава и должно быть установлено путем реометрического тестирования (с использованием таких инструментов, как MDR — реометр с подвижной матрицей) до начала производства. Реометр генерирует кривую отверждения, показывающую оптимальное время отверждения (Т90 — время достижения 90 % максимального крутящего момента) для данной температуры. Обработка деталей при температуре T90 вместо чрезмерного отверждения сокращает время цикла и энергопотребление без ущерба для механических свойств. Многие производственные предприятия хранят данные о вулканизации реометром вместе с рецептами отверждения ПЛК, чтобы обеспечить прослеживаемость и обеспечить быструю корректировку рецептов при изменении партий сырья.
Типы машин для компрессионного формования резины
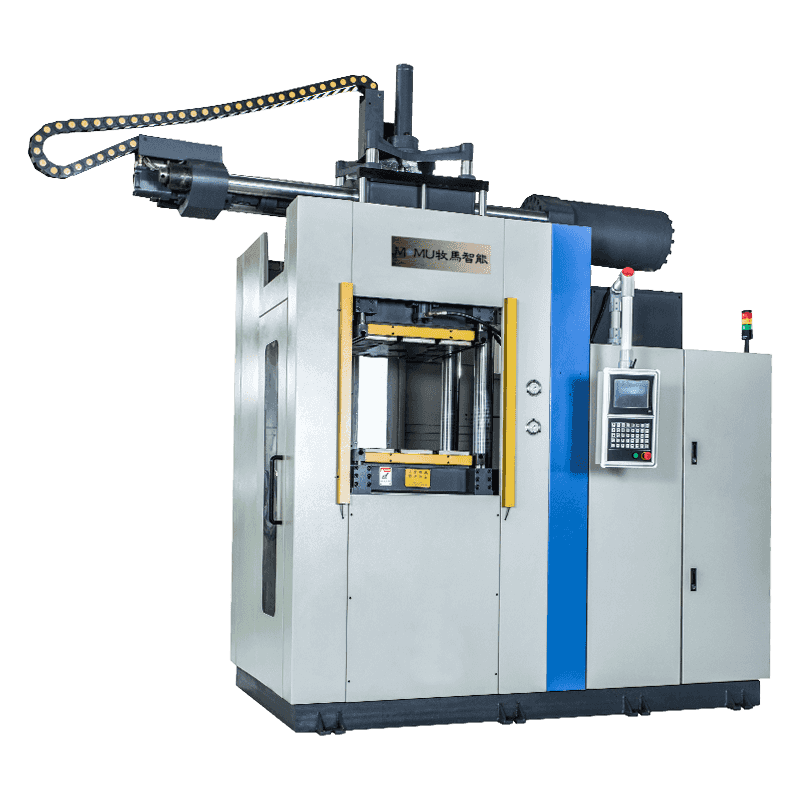
Машины для компрессионного формования резины доступны в нескольких структурных и эксплуатационных конфигурациях, каждая из которых подходит для различных масштабов производства и требований к деталям.
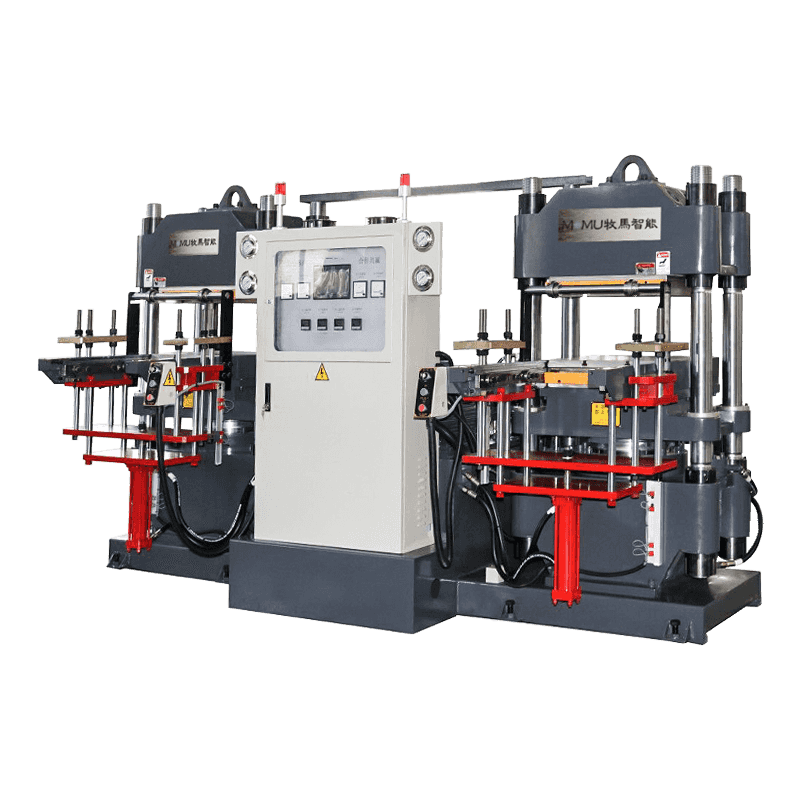
- Однодневный пресс: Наиболее распространенная конфигурация с одним набором верхней и нижней пластин, которые открываются и закрываются за одно действие. Простой в эксплуатации и обслуживании, подходит для производства большинства стандартных резиновых деталей. Доступны размеры от настольных лабораторных моделей до больших промышленных прессов.
- Многодневный пресс: Имеет несколько уровней открытия формы (дневной свет), расположенных вертикально внутри одной рамы пресса, что позволяет одновременно отверждать несколько форм в одном цикле прессования. Значительно увеличивает производительность на единицу площади машины и широко используется в крупносерийном производстве прокладок и уплотнений.
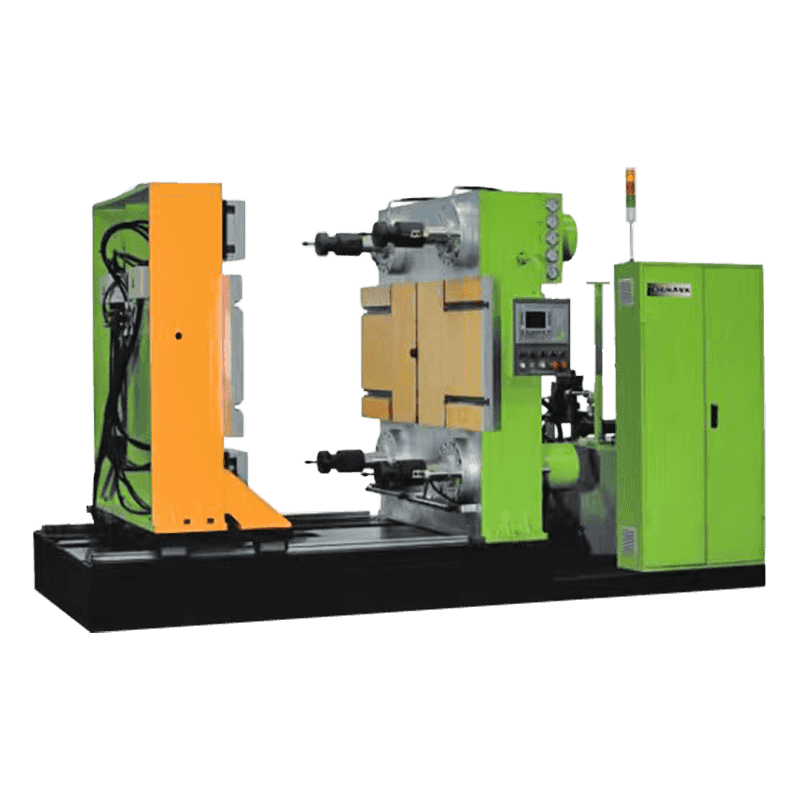
- Роторный настольный пресс: Использует вращающуюся карусель станций пресс-форм, которые индексируют позиции загрузки, прессования и разгрузки. Обеспечивает непрерывную работу с сокращением времени простоя оператора между циклами, хорошо подходит для крупносерийного производства мелких и средних деталей.
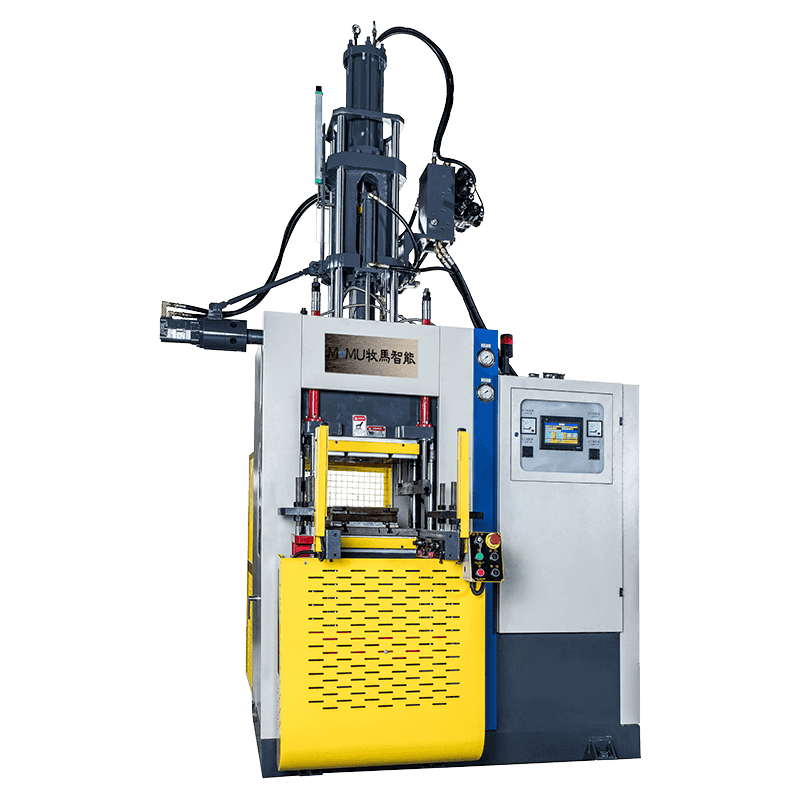
- Вакуумно-компрессионная машина: Эти машины, оснащенные вакуумной камерой вокруг области формы, откачивают воздух из полости формы до и во время закрытия. Это предотвращает захват воздуха в резине, что критически важно для силиконовых деталей и других применений, где пористость недопустима, например, в медицинских приборах, уплотнениях, контактирующих с пищевыми продуктами, и высокопроизводительных диафрагмах.
- Четырехколонный гидравлический пресс: Используются четыре вертикальные направляющие стойки вокруг плиты для обеспечения точной параллельности во время закрытия формы. Предпочтительно для больших или прецизионных форм, где отклонение или несоосность плиты могут привести к неравномерному заусенцу, несоответствию линии разъема или изменению размеров формы.
Компрессионное формование по сравнению с трансферным и литьевым формованием резины
Производители резины часто сталкиваются с необходимостью принятия решения о том, является ли сжатие, трансфер или литьевое формование подходящим процессом для конкретной детали. Каждый из них имеет явные преимущества и ограничения, которые следует оценивать с учетом объема производства, сложности детали, типа материала и бюджета на оснастку.
| Фактор | Сжатие | Трансфер | Инъекция |
| Стоимость оснастки | Низкий | Средний | Высокий |
| Время цикла | дольше | Средний | Самый короткий |
| Материальные отходы | Умеренный (вспышка) | Умеренный (горшок/литник) | Низкий |
| Сложность детали | Низкий to Medium | Средний | Высокий |
| Вставить молдинг | Отлично | Хорошо | Ограниченный |
| Объем Пригодность | Низкий to medium | Средний | Высокий volume |
| Требуются навыки оператора | Умеренный | Умеренный | Высокийer |
Компрессионное формование неизменно выигрывает по стоимости оснастки и гибкости формования вставок, поэтому оно остается доминирующим процессом для разработки прототипов, коротких производственных циклов и деталей, требующих склеивания металла или ткани. Для очень больших объемов производства, где стоимость рабочей силы на деталь становится доминирующим экономическим фактором, автоматизированный цикл литья под давлением и минимальные требования к обрезке обшивки обычно оправдывают более высокие инвестиции в оборудование и инструменты.
На что следует обратить внимание при выборе машины для компрессионного формования резины
Выбор подходящей машины требует тщательного согласования технических характеристик вашей продукции, объемов производства, резиновых смесей и условий эксплуатации. Покупка несоответствующего оборудования создает узкие места; чрезмерное указание приводит к расточительству капитала. Любая серьезная оценка должна основываться на следующих критериях:
- Сила зажима: Рассчитайте требуемый тоннаж на основе прогнозируемого давления в полости (обычно от 7 до 12 МПа для большинства резиновых смесей), умноженного на общую проектируемую площадь всех полостей плюс площадь вспышки в форме. Всегда учитывайте запас прочности не менее 20 %, чтобы учесть различия между составами и конструкциями пресс-форм.
- Размер плиты: Стол должен быть достаточно большим, чтобы вместить самую большую форму, с зазором со всех сторон для зажима и равномерности температуры. Стандартные размеры плит варьируются от 200 × 200 мм для небольших лабораторных прессов до 1200 × 1200 мм и более для машин промышленного производства.
- Равномерность температуры: Запросите у производителя характеристики однородности температуры плиты и, если возможно, проверьте их независимо. Для прецизионных деталей из силикона или медицинской резины важна однородность ±2°C или выше по всей поверхности стола.
- Открытие в дневное время: Максимальное расстояние между открытыми плитами должно соответствовать высоте вашей формы плюс зазор для удаления и загрузки деталей. Недостаток дневного света вынуждает операторов занимать неудобные положения, что замедляет время цикла и увеличивает эргономический риск.
- Сложность системы управления: Оцените, соответствуют ли возможности хранения рецептов ПЛК, регистрации данных и удаленного мониторинга вашим требованиям к управлению качеством и отслеживаемости. Такие отрасли, как автомобильная (IATF 16949) и медицинская (ISO 13485), предъявляют особые требования к документации процесса, которые более простые машины не могут обеспечить.
- Аfter-sales support and spare parts availability: Гидравлические уплотнения, нагревательные элементы и компоненты управления со временем изнашиваются. Убедитесь, что производитель или местный дистрибьютор имеет запас запасных частей и может предоставить техническую поддержку в сроки, приемлемые для вашей производственной среды.
Методы технического обслуживания, которые продлевают срок службы машины и защищают качество деталей
А rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- Ежедневно: Очистите поверхности плит и поверхности разъемов пресс-формы от облоя и остатков компаунда, используя соответствующий разделительный состав и неабразивные инструменты. Проверьте уровень гидравлической жидкости и проверьте наличие видимых утечек вокруг уплотнений и фитингов цилиндров. Проверьте показания температуры плиты с помощью калиброванной термопары.
- Еженедельно: Проверьте состояние гидравлической жидкости и состояние фильтра. Проверьте направляющие стойки и параллельность плит. Убедитесь, что все защитные блокировки, включая аварийную остановку, световые завесы и клапаны сброса давления, работают правильно.
- Ежемесячно: Калибруйте регуляторы температуры и термопары по отслеживаемому эталону. Проверьте сопротивление нагревательных элементов, чтобы определить элементы, срок службы которых приближается к концу, прежде чем они выйдут из строя. Проверьте уплотнения гидроцилиндров на наличие признаков просачивания.
- Аnnually: Полная замена гидравлической жидкости и замена фильтра. Измерение плоскостности стола и корректировка при необходимости. Полная проверка электрической системы, включая герметичность клемм, сопротивление изоляции и замену батареи ПЛК.
А rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.