Что принципиально отличает литье под давлением LSR
Литье жидкого силиконового каучука (LSR) под давлением — это прецизионный производственный процесс, который отличается от обычного литья термопластов практически по всем критическим параметрам. Там, где при формовании термопластов нагретый материал впрыскивается в охлажденную форму для затвердевания, при формовании LSR происходит противоположное: холодный двухкомпонентный жидкий силиконовый компаунд впрыскивается в нагретую форму, где он подвергается реакции сшивания при присоединении и вулканизируется, образуя гибкую, прочную эластомерную деталь. Эта термическая инверсия — холодный впрыск в горячую форму — определяет всю архитектуру машины, философию проектирования пресс-форм и стратегию управления процессом, необходимые для успешного производства LSR. Понимание этого фундаментального изменения является отправной точкой для любого, кто определяет, эксплуатирует или проектирует термопластавтомат LSR.
Соединения LSR поставляются в виде двухкомпонентных систем: часть A содержит базовый полимер с платиновым катализатором, а часть B содержит пакет сшивающих агентов и ингибиторов. Эти два компонента хранятся отдельно, чтобы предотвратить преждевременное отверждение, дозируются в соотношении 1:1 с помощью системы дозирования машины, смешиваются в статическом миксере непосредственно перед впрыском и подаются в форму в виде термически кондиционированного, строго контролируемого потока. Вся система подачи материала и система впрыска должны поддерживаться при температуре от 5°C до 25°C, чтобы предотвратить преждевременное гелеобразование, в то время как форма одновременно работает при температуре от 150°C до 220°C, чтобы обеспечить быстрое полное отверждение. Управление этим тепловым контрастом во всей машине и пресс-форме является основной инженерной задачей литья под давлением LSR.
Основные компоненты литьевой машины LSR
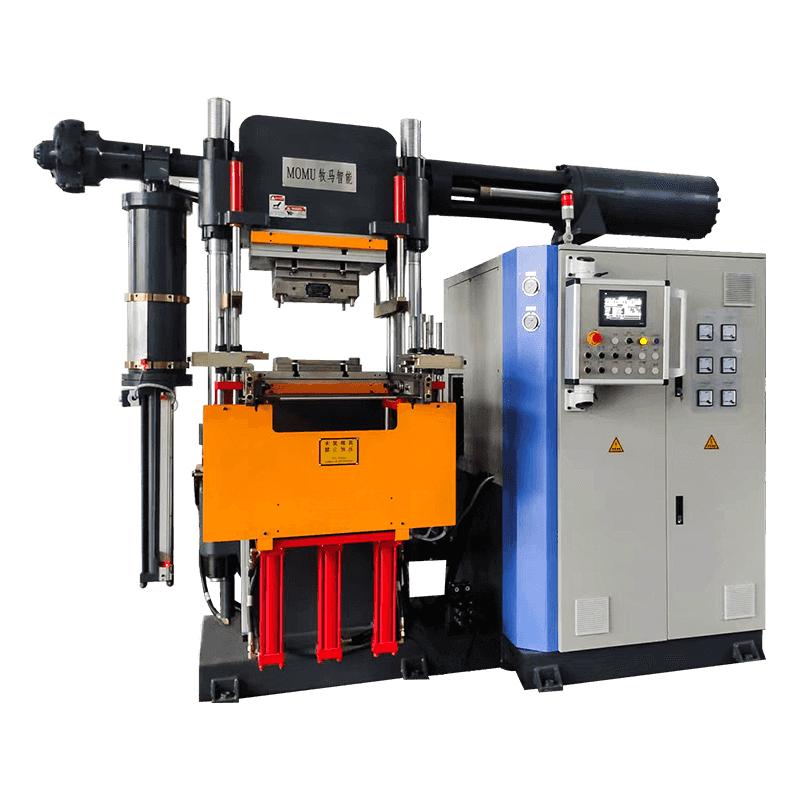
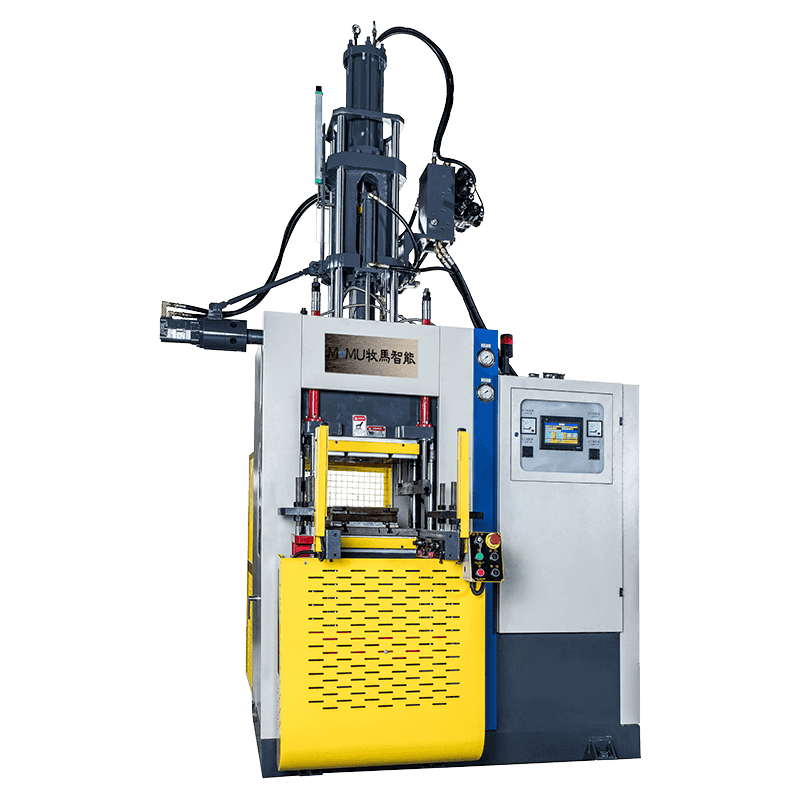
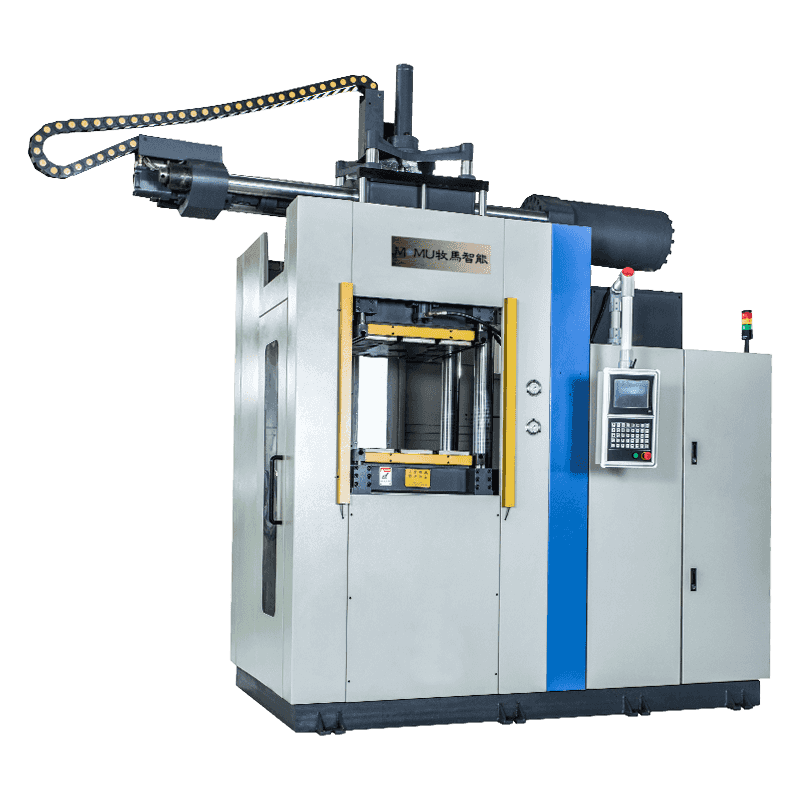
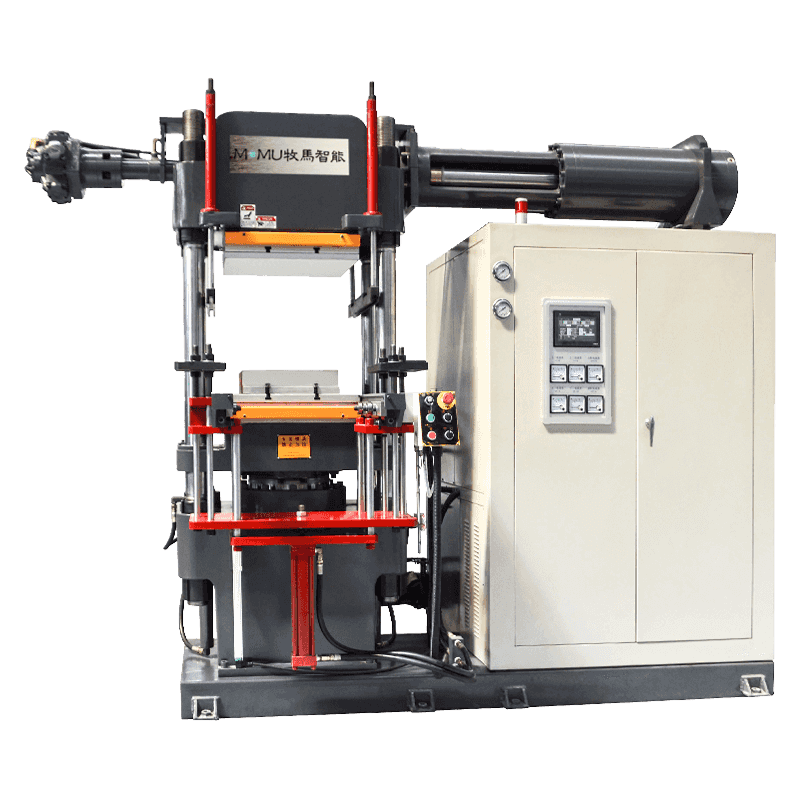
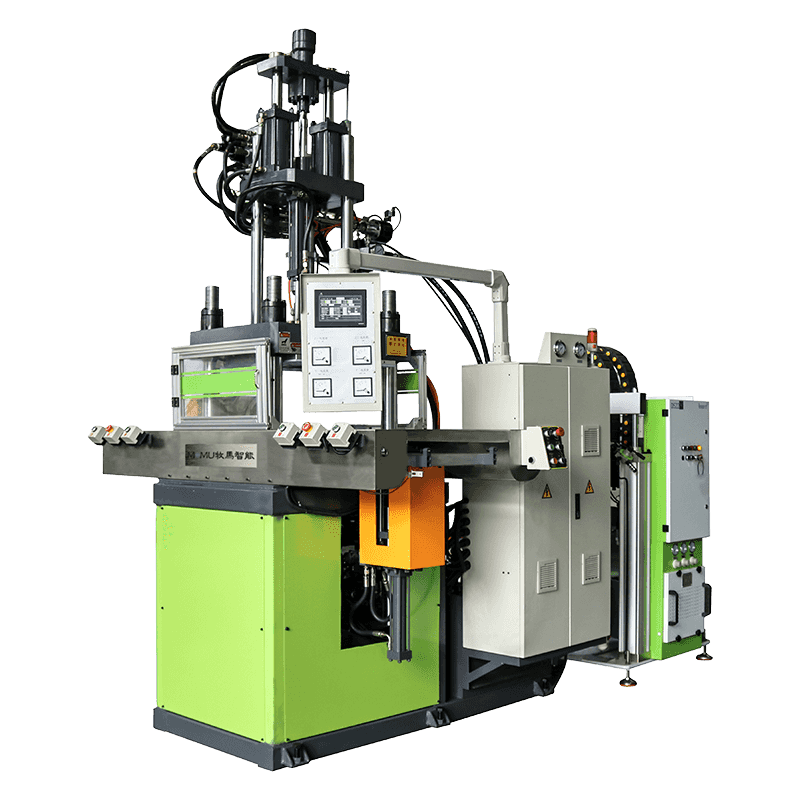
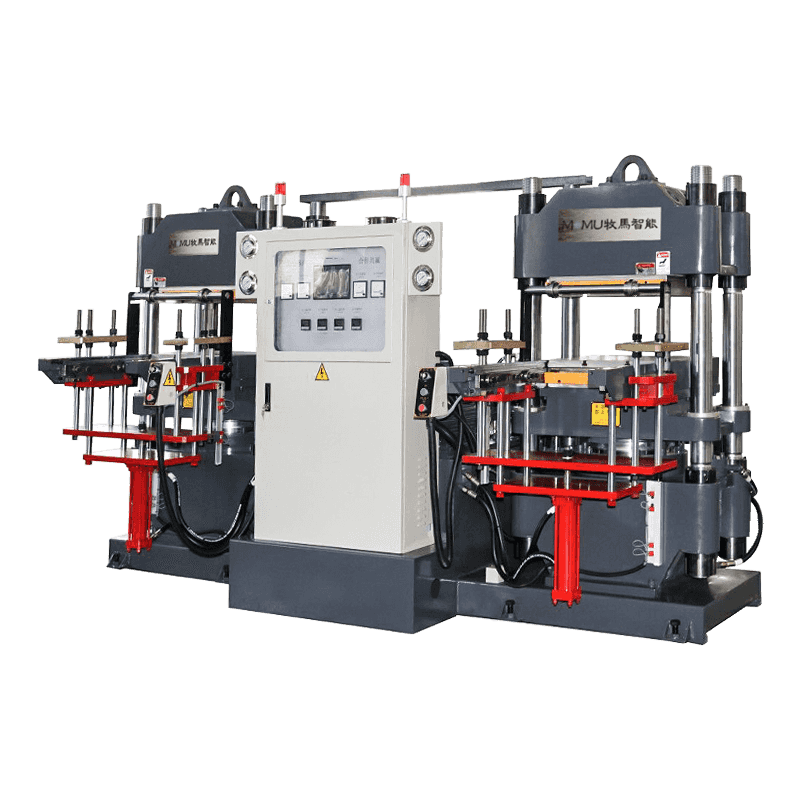
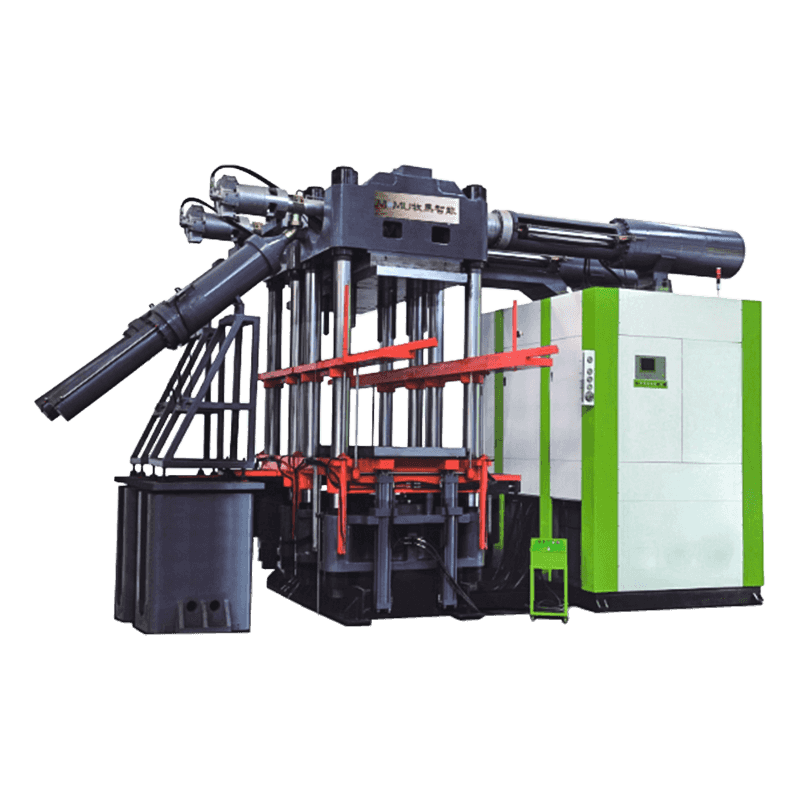
Ан Термопластавтомат ЛСР представляет собой интегрированную систему, состоящую из нескольких подсистем, которые должны работать в точной координации для обеспечения стабильного качества деталей. В отличие от стандартной машины для литья термопластов, в которой цилиндр и шнек выполняют пластификацию и впрыск, блок впрыска машины LSR специально создан для работы с маловязкой, термочувствительной двухкомпонентной жидкостью. Каждая подсистема играет в этом процессе особую и незаменимую роль.
Двухкомпонентная система дозирования
Дозирующая система забирает часть A и часть B из подающих бочек или ведер с помощью следящих пластин, которые поддерживают постоянное давление на поверхность материала и предотвращают захват воздуха. Прецизионные шестеренные насосы или дозирующие насосы поршневого типа подают оба компонента одновременно в точно контролируемом объемном соотношении 1:1, при этом точность соотношения обычно поддерживается в пределах ±1%, чтобы обеспечить постоянную плотность сшивок и конечную твердость. Многие системы также включают в себя линию дозирования пигментов — третий дозирующий поток, который вводит цветную маточную смесь или функциональные добавки в смесительную головку в программируемых соотношениях, что позволяет производить многокрасочную продукцию или дозировать добавки без ручной подготовки смеси. Датчики давления и расходомеры по всему контуру дозирования обеспечивают обратную связь в режиме реального времени, которая активирует сигналы тревоги и останавливает машину, если обнаруживаются отклонения соотношения или аномалии расхода.

Статическая система смешивания и холодные каналы
После дозирования два компонента проходят через одноразовый статический смеситель — трубку, содержащую ряд спиральных смесительных элементов, которые постепенно разделяют и рекомбинируют потоки материала до достижения полного гомогенного смешивания, обычно в пределах 20–40 смесительных элементов в зависимости от вязкости смеси и желаемого качества смеси. Затем смешанный компаунд поступает в систему холодных литников в форме, которая представляет собой термически изолированный коллектор, в котором поддерживается та же самая низкая температура, что и в цилиндре для впрыска – обычно ниже 20°C – с использованием контуров водяного охлаждения, которые работают независимо от контроля температуры горячей формы. Холодный литник сохраняет незатвердевший LSR между выстрелами, предотвращая потерю материала и обеспечивая автоматическое удаление литников, поскольку литник и литники холодных литников остаются жидкими и втягиваются при открытии формы, не оставляя затвердевших отходов литников для обрезки или переработки.
Инъекционный цилиндр и возвратно-поступательный винт
В инъекционный цилиндр поступает смешанный компаунд LSR из коллектора холодных каналов, и он использует возвратно-поступательный шнек с низким уровнем сжатия для накопления порции материала и впрыскивания его в полости формы. В отличие от термопластичных шнеков, которые предназначены для генерации тепла за счет сдвига, инжекторные шнеки LSR имеют очень низкую степень сжатия (обычно от 1: 1 до 1,2: 1) и предназначены для подачи материала с минимальным нагревом при сдвиге, чтобы избежать преждевременного отверждения в цилиндре. Весь узел цилиндра снабжен водяным охлаждением для поддержания температуры материала ниже порога активации платинового катализатора. Точность размера порции имеет решающее значение при формовании LSR, поскольку материал имеет очень низкую вязкость и будет мигать даже через небольшие зазоры, если объем порции превышает объем полости - типичное давление впрыска для LSR колеблется от 100 до 250 бар, что значительно ниже, чем давление впрыска термопластов.
Принципы проектирования пресс-форм, характерные для переработки LSR
Проектирование пресс-форм LSR следует принципам, которые во многих отношениях являются обратными принципам проектирования пресс-форм для термопластов. Поскольку LSR слегка дает усадку при отверждении (обычно линейная усадка 2–4% в зависимости от состава и условий отверждения) и имеет чрезвычайно низкую вязкость в неотвержденном состоянии, форма должна быть спроектирована с более жесткими допусками по линии разъема, более агрессивной стратегией вентиляции и тепловой архитектурой, которая способствует быстрому и равномерному отверждению по всей полости. В конструкции пресс-форм обычно используется закаленная инструментальная сталь класса P20 или H13, а поверхности полостей отполированы до Ra 0,05 мкм или лучше для достижения требуемой чистоты поверхности на медицинских, оптических или потребительских деталях LSR.
Допуски линии разъема и предотвращение заусенцев
Низкая вязкость LSR — обычно от 50 000 до 300 000 мПа·с при температуре впрыска — означает, что он проникает в зазоры размером всего 0,004 мм при давлении впрыска, создавая чрезвычайно тонкий заусенец, который трудно подрезать и неприемлем в прецизионных приложениях. Поверхности линии разъема должны быть отшлифованы ровно с точностью до 0,005 мм по поверхности формы, а сила зажима должна быть достаточной, чтобы удерживать линию разъема закрытой от давления в полости во время впрыска и отверждения. Требуемая сила зажима рассчитывается на основе площади выступающей детали и максимального давления в полости с типичным коэффициентом запаса прочности от 1,5 до 2. Для пресс-формы LSR с несколькими полостями, производящей небольшие медицинские компоненты, усилия зажима от 50 до 150 тонн являются обычными даже для машин с небольшими размерами порций.
Стратегия вентиляции для эвакуации воздуха
Воздух, попавший в полости формы LSR, не может выйти через материал, как это происходит в некоторых термопластических процессах, когда газ поглощается расплавом. Захваченный воздух в LSR создает пустоты, неполное заполнение и дефекты поверхности, которые особенно заметны в прозрачных или полупрозрачных компаундах LSR. При проектировании пресс-форм LSR используются две стратегии вентиляции: пассивная вентиляция через прецизионные вентиляционные отверстия в линии разъема глубиной от 0,003 до 0,005 мм, расположенные в местах последнего заполнения, и активная вакуумная вентиляция, при которой вакуумный насос откачивает закрытые полости формы через специальные вентиляционные каналы непосредственно перед инжекцией. Вакуумное формование LSR является обязательным для деталей сложной геометрии, тонких стенок менее 0,5 мм или для применений, где нулевое содержание пустот является требованием качества, например, в имплантируемых медицинских компонентах.
Тепловой расчет и схема системы отопления
Равномерная температура пресс-формы необходима для обеспечения одинаковой скорости отверждения во всех полостях, особенно в инструментах с несколькими полостями, где изменение температуры между полостями приводит к образованию деталей с различной твердостью, усадкой и механическими свойствами. Электрические картриджные нагреватели являются наиболее распространенным методом нагрева для форм LSR, которые устанавливаются в точно расположенных местах, обеспечивающих однородность температуры в пределах ± 3 ° C по всей поверхности полости при измерении в установившихся производственных условиях. Контроллеры температуры пресс-формы, предназначенные для работы в режиме LSR, поддерживают точность заданного значения ±1°C и быстро реагируют на отвод тепла, вызванный впрыскиванием холодного LSR в горячую поверхность формы в каждом цикле. Размещение термопары в пределах 5 мм от поверхности полости, а не в основании формы, обеспечивает более репрезентативную обратную связь по температуре полости и более жесткий контроль.
Ключевые параметры процесса и их влияние на качество деталей
Управление процессом литья под давлением LSR для производства однородных, бездефектных деталей требует понимания того, как каждый параметр процесса влияет на конечный результат. В следующей таблице приведены критические параметры, их типичные рабочие диапазоны и показатели качества, на которые они в первую очередь влияют:
| Параметр | Типичный диапазон | Первичный эффект качества |
| Температура пресс-формы | 150–220°С | Полнота отверждения, время цикла, усадка |
| Скорость впрыска | Скорость винта 10–80 мм/с | Остаток заполнения, захват воздуха, риск вспышки |
| Давление впрыска | 100–250 бар | Заполнение полости, засветка линии разъема |
| Время лечения | 15–90 секунд | Механические свойства, разрываемость деталей |
| Температура материала (баррель) | 5–25°С | Жизнеспособность, предотвращение преждевременного гелеобразования |
| Соотношение дозирования (A:B) | 1:1 ± 1% | Твердость, плотность сшивок, остаточная деформация при сжатии |
Время отверждения особенно важно, поскольку недостаточно отвержденные детали из LSR рвутся во время извлечения из формы, в то время как чрезмерное отверждение приводит к потере времени цикла без существенного улучшения механических свойств после достижения полной плотности сшивки. Минимальное время отверждения для данной температуры формы устанавливается посредством исследования отверждения, в ходе которого детали извлекаются из формы через все более короткие интервалы и проверяются на прочность на разрыв и остаточную деформацию при сжатии до тех пор, пока не будет определено минимально приемлемое время отверждения. В производстве к минимальному времени отверждения добавляется запас прочности в 10–15 %, чтобы учесть нормальные отклонения процесса.
Проектирование деталей LSR для обеспечения формуемости и производительности
При проектировании деталей для литья под давлением LSR необходимо учитывать уникальное сочетание высокой эластичности, низкого модуля упругости и значительной усадки материала при отверждении. К LSR применимы несколько правил проектирования, которые отличаются от рекомендаций по проектированию как термопластов, так и силиконовой резины, полученной прессованием:
- Равномерность толщины стенки: LSR легко растекается в тонкие секции, но очень неоднородная толщина стенок приводит к разной скорости отверждения и остаточным напряжениям, которые вызывают коробление после извлечения из формы. Поддержание разброса толщины стенок в пределах максимума 3:1 (а в идеале 2:1) по всей детали сводит этот эффект к минимуму. Переходы между толстыми и тонкими секциями должны быть постепенными с радиусом, а не резкими шагами.
- Углы уклона для распалубки: Хотя высокая эластичность LSR означает, что его можно растягивать по подрезам и вынимать из формы, углы уклона от 3° до 5° с каждой стороны на внутренних стенках уменьшают необходимое усилие для извлечения из формы и продлевают срок службы формы. Для текстурированных или склеенных поверхностей рекомендуется использовать более высокие углы уклона от 5° до 10°, чтобы предотвратить разрыв текстуры поверхности во время выброса детали.
- Расположение и размер ворот: Ворота LSR должны быть расположены в самом толстом поперечном сечении детали, чтобы позволить материалу перетекать от толстого к тонкому, снижая риск коротких ударов при мелких деталях. Туннельные и штыревые ворота из LSR легко отделяются благодаря эластичному восстановлению материала, что делает их более предпочтительными по сравнению с краевыми воротами, которые оставляют следы, требующие ручной обрезки.
- Компенсация усадки по размерам полости: LSR линейно сжимается на 2–4% после извлечения из формы и постотверждения, а размеры полости должны быть увеличены на ожидаемую усадку для достижения целевых размеров детали. Усадка зависит от твердости смеси, температуры отверждения и геометрии детали, поэтому первоначальные испытания инструмента необходимы для калибровки фактической усадки для каждого конкретного соединения и конструкции пресс-формы, прежде чем инструмент будет окончательно доработан.
Распространенные дефекты формования ЛСР и их основные причины
Даже при наличии хорошо спроектированных форм и правильно настроенных машин литье под давлением LSR подвержено ряду повторяющихся дефектов, для устранения которых требуется систематическая диагностика и корректировка процесса. Выявление основной причины каждого дефекта (независимо от того, кроется ли она в машине, пресс-форме, материале или параметрах процесса) имеет важное значение для реализации эффективных корректирующих действий, а не маскировки симптома компенсирующими изменениями параметров.
- Вспышка: Наиболее распространенный дефект LSR, вызванный чрезмерным давлением впрыска, недостаточной силой зажима, изношенными или выходящими за пределы допуска поверхностями линии разъема или прогибом формы под давлением в полости. Корректирующие действия включают проверку достаточности усилия зажима, повторное шлифование поверхностей линий разъема, снижение скорости и давления впрыска, а также проверку плоскостности пресс-формы и состояния опорной стойки.
- Короткие кадры и неполная заливка: Вызвано недостаточным объемом выстрела, заблокированными вентиляционными отверстиями, захватом воздуха или материалом, который частично загудел в стволе или холодном канале из-за скачка температуры. Проверка и очистка вентиляционных каналов, проверка температуры ствола и холодного канала, а также небольшое увеличение объема выстрела — это первые диагностические шаги.
- Разрыв во время расформовки: Указывает на недостаточное отверждение из-за недостаточного времени отверждения или низкой температуры формы. Увеличение времени выдержки или повышение температуры формы на 5–10°C решает большинство проблем, связанных с разрывом. Постоянные разрывы сложной геометрии могут указывать на проблему с конструкцией пресс-формы, когда геометрия детали создает концентрацию напряжений во время выталкивания, что требует внесения изменений в конструкцию.
- Изменение твердости между полостями: Вызвано неравномерной температурой формы по всей пластине полости, что приводит к разной скорости отверждения в разных полостях. Нанесение термопары на поверхность формы во время производства определяет горячие и холодные зоны, а также регулируется размещение нагревателя или распределение мощности для достижения однородности температуры в пределах спецификации.