Что такое машина для компрессионного формования резины?
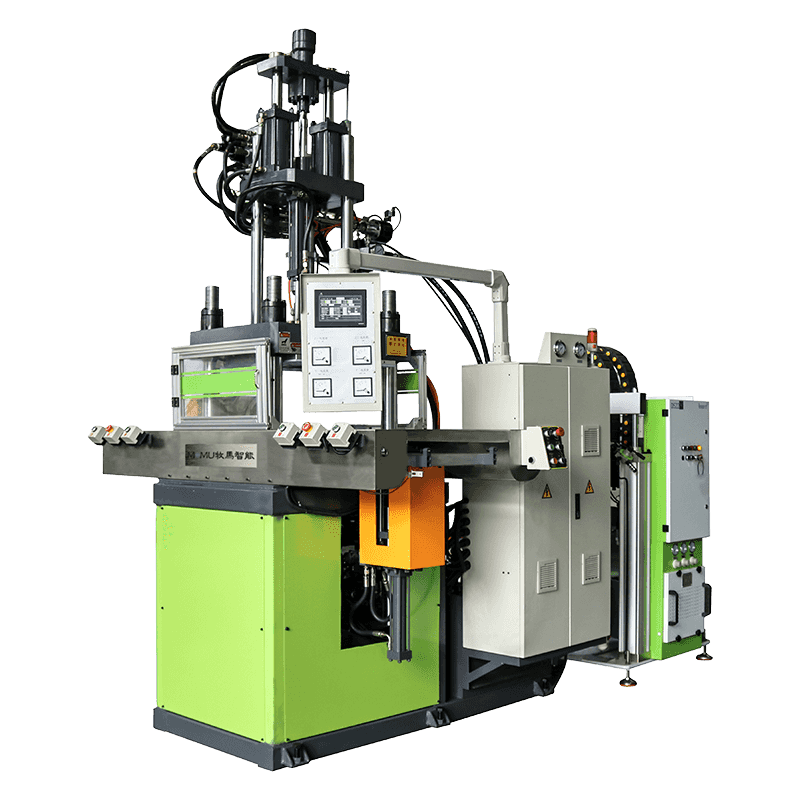
А машина для прессования резины представляет собой гидравлический пресс, специально разработанный для формования резиновых смесей путем применения контролируемого тепла и давления в закрытой полости формы. В отличие от литья под давлением, при котором материал подается в форму через систему направляющих, при компрессионном формовании заранее отмеренная загрузка резины, называемая преформой, помещается непосредственно в открытую полость формы. Затем пресс закрывает форму под высоким гидравлическим давлением, одновременно применяя тепло, заставляя резину течь, заполнять полость и вулканизироваться, придавая постоянную твердую форму. В результате получается готовая резиновая деталь, которая точно повторяет геометрию формы.
Эти машины имеют основополагающее значение для отраслей, в которых используются прецизионные резиновые компоненты: автомобильные уплотнительные системы, промышленные прокладки, гасители вибрации для аэрокосмической отрасли, компоненты медицинского оборудования, подошвы для обуви и потребительские товары. Процесс компрессионного формования ценится за его простоту, относительно низкую стоимость оснастки по сравнению с литьем под давлением, а также за его пригодность для широкого спектра резиновых смесей, включая натуральный каучук, силикон, EPDM, неопрен, нитрил (NBR) и фторэластомеры (FKM). Сама машина представляет собой контролируемую среду, которая делает возможной последовательную и повторяемую вулканизацию в промышленном масштабе.
Основной принцип работы: тепло, давление и вулканизация
Принцип работы машины для компрессионного формования резины основан на трех взаимозависимых переменных: температуре, давлении и времени отверждения. Вместе они определяют, соответствует ли формованная резиновая деталь своим предполагаемым физическим характеристикам или выходит из строя из-за недостаточной или чрезмерной вулканизации или неточности размеров.
Форма, обычно изготовленная из закаленной стали или алюминия, устанавливается между верхней и нижней плитами гидравлического пресса. Электрические нагревательные элементы или паровые контуры, встроенные в плиты, передают тепло через форму к резиновой загрузке. По мере нагревания резина размягчается и становится податливой, а затем растекается под давлением закрытия пресса, заполняя каждый контур полости. Одновременно тепло активирует вулканизирующие агенты (обычно соединения серы или пероксиды) внутри резиновой смеси, вызывая сшивание полимерных цепей. Именно это сшивание превращает мягкую, похожую на термопластик сырую резину в эластичный, стабильный по размерам компонент с постоянной формой.
Поддержание точной однородности температуры по всей поверхности плиты имеет решающее значение. Неравномерное распределение тепла приводит к различной скорости отверждения внутри одной формы, что приводит к образованию деталей с непостоянной твердостью, поверхностными дефектами или внутренними пустотами. В современных машинах для компрессионного формования используются ПИД-регуляторы температуры (пропорционально-интегрально-производные) для поддержания температуры плит в пределах ±1°C от заданного значения на протяжении всего производственного цикла.

Основные типы машин для компрессионного формования резины
Машины для компрессионного формования резины доступны в нескольких конфигурациях, каждая из которых подходит для различных производственных условий, размеров деталей и уровней автоматизации.
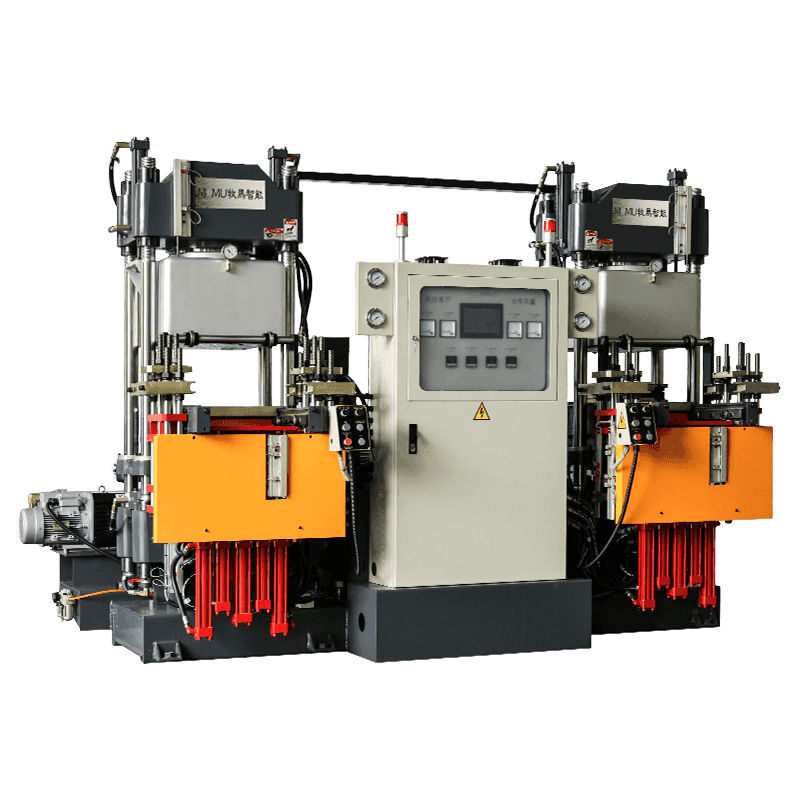
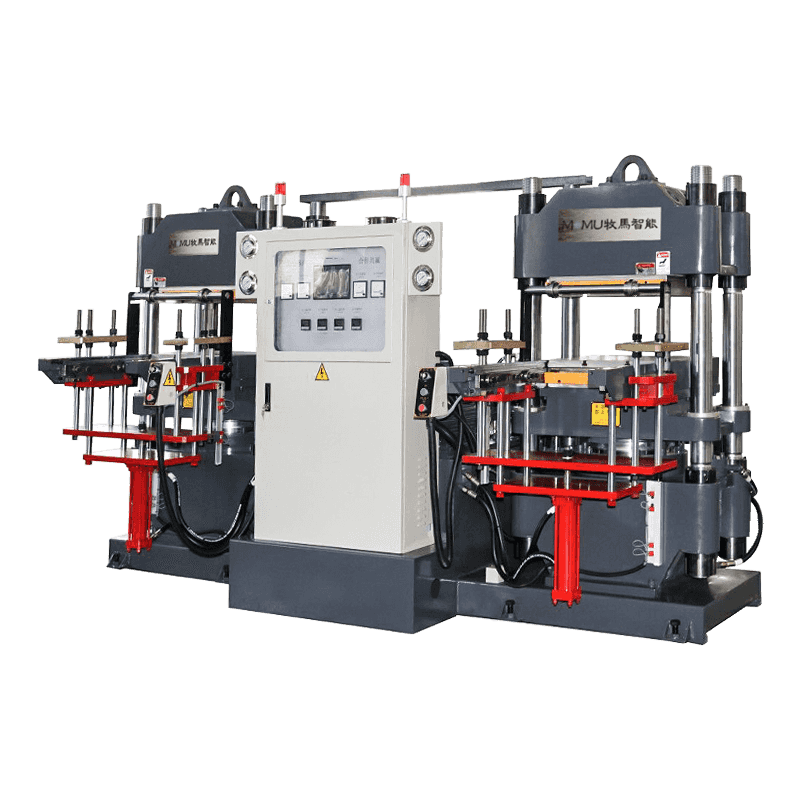
Однодневный пресс
Пресс с однодневным освещением имеет одно отверстие между верхней и нижней плитами, позволяющее одновременно размещать одну форму. Это наиболее распространенная конфигурация для мелкого и среднего производства, а также для формования относительно крупных отдельных компонентов. Он предлагает простое управление, легкую смену формы и прямой доступ оператора к форме для загрузки преформ и удаления деталей. Однодневные прессы доступны с усилием смыкания от 50 тонн до более 1000 тонн в зависимости от применения.
Мультидневной пресс
Прессы с многодневным освещением включают в себя несколько нагреваемых плит, расположенных вертикально, создавая несколько отверстий формы — или дневных светов — которые работают одновременно за один ход пресса. Эта конфигурация значительно увеличивает производительность за цикл, не требуя дополнительной площади или отдельных прессов. Четырехдневный пресс эффективно увеличивает в четыре раза количество полостей пресс-формы, активных в каждом производственном цикле, что делает его высокоэффективным для крупносерийного производства небольших и средних резиновых деталей, таких как уплотнения, уплотнительные кольца, виброопоры и втулки.
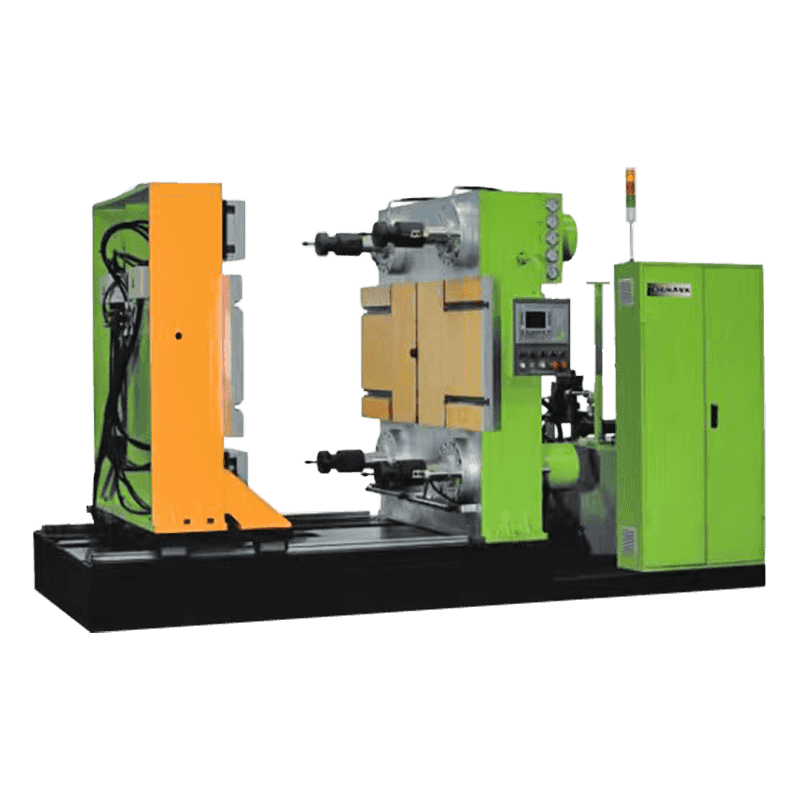
Роторный или челночный пресс
Роторные и челночные прессы предназначены для улучшения эргономики оператора и эффективности цикла за счет отделения зоны загрузки и разгрузки от зоны прессования. Вращающийся поворотный стол или скользящий челнок автоматически или полуавтоматически перемещают формы в пресс и из него, позволяя оператору загружать преформы и удалять готовые детали на безопасной и доступной станции, пока пресс завершает цикл отверждения. Такая конструкция особенно эффективна в производственных средах с высокой частотой кадров, где минимизация непроизводительного рабочего времени является приоритетом.
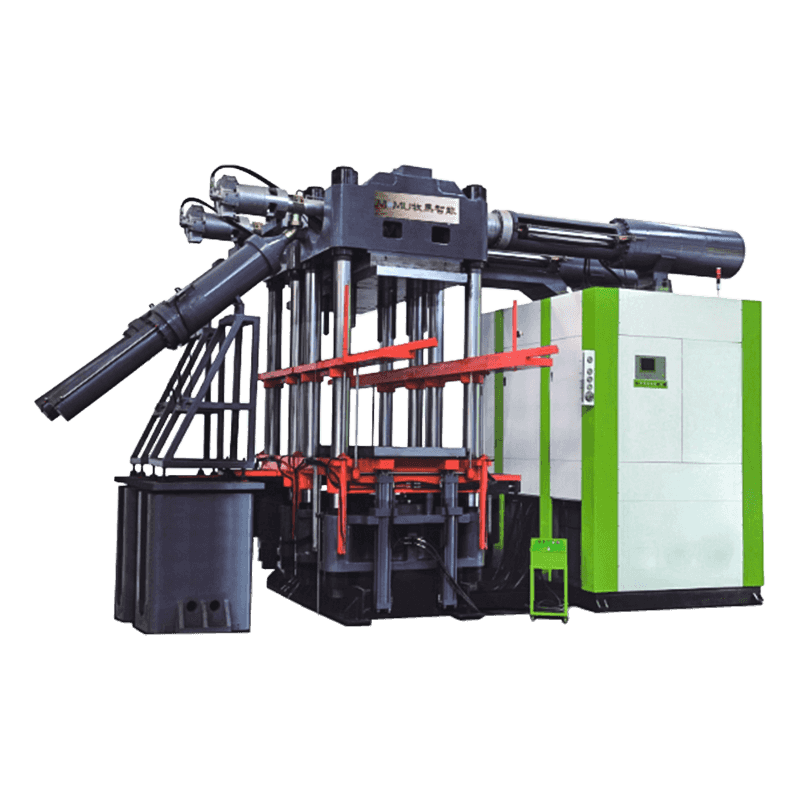
Пресс для вакуумного компрессионного формования
Для применений, требующих отсутствия пустот и высокой целостности резиновых деталей, таких как силиконовые медицинские компоненты, аэрокосмические уплотнения или электрические изоляторы высокого напряжения, вакуумные пресс-формовочные прессы откачивают воздух из полости формы до и во время цикла прессования. Остаточный воздух, попавший в форму, может вызвать пористость, неполное заполнение и дефекты поверхности, что недопустимо в ответственных применениях. Вакуумная система удаляет этот воздух до того, как резина растечется и вулканизируется, обеспечивая плотные, бездефектные детали, соответствующие строгим стандартам качества.
Объяснение основных технических характеристик
Выбор подходящей машины для компрессионного формования резины требует четкого понимания технических характеристик, определяющих ее возможности. Наиболее важными для оценки являются следующие параметры:
| Спецификация | Типичный диапазон | Почему это важно |
| Зажимная сила | 50 – 2000 тонн | Определяет давление в полости формы и контроль вспышки. |
| Размер стола | 200×200 мм – 1500×1500 мм | Устанавливает максимальную площадь формы и количество полостей. |
| Температурный диапазон | 100°С – 250°С | Должен соответствовать требованиям вулканизации состава. |
| Открытие дневного света | 200 мм – 800 мм | Должен соответствовать высоте формы и безопасному загрузочному зазору. |
| Равномерность температуры | ±1°С – ±3°С | Критически важен для последовательного отверждения по всей площади стола. |
| Система управления | ПЛК с сенсорным экраном и ЧМИ | Обеспечивает хранение рецептов, мониторинг процесса, управление сигналами тревоги. |
Усилие зажима, пожалуй, является наиболее фундаментальной характеристикой. Этого должно быть достаточно, чтобы форма была полностью закрыта от внутреннего давления, создаваемого резиновой смесью, поскольку она размягчается и расширяется во время нагрева. Недостаточная сила зажима позволяет форме «дышать», вызывая чрезмерный заусенец — тонкие резиновые ребра на линии разъема — что требует трудоемкой обрезки после формы и увеличивает отходы материала.
Резиновые смеси, подходящие для компрессионного формования
Не все резиновые смеси одинаково подходят для прессования, и машина должна быть настроена соответствующим образом для обрабатываемого материала. К наиболее часто перерабатываемым соединениям относятся:
- Натуральный каучук (NR): Отличные механические свойства и эластичность; широко используется в промышленности и автомобилестроении; Легко вулканизируется при 150–170°С.
- Силикон (VMQ/HCR): Выдающаяся термостойкость (от -60°C до 230°C), биосовместимость и устойчивость к атмосферным воздействиям; требует точного контроля температуры, обычно в диапазоне 160–180°C; широко используется в медицинских целях и при контакте с пищевыми продуктами.
- ЭПДМ: Отличная устойчивость к озону, ультрафиолету и погодным условиям; обычно используется для наружных уплотнений, прокладок и кровельных профилей; Обычно формуют при температуре 160–180°C.
- Нитрил (NBR): Превосходная устойчивость к маслу и топливу; стандартный материал для автомобильных сальников, компонентов топливной системы и гидравлических уплотнений; формуется при температуре 150–170°С.
- Фторэластомер (FKM/Витон): Исключительная устойчивость к теплу, химикатам и топливу; используется в требовательных приложениях в аэрокосмической, автомобильной и химической промышленности; требует более высоких температур формования (175–200°C) и более длительных циклов отверждения.
- Неопрен (CR): Хороший баланс маслостойкости и атмосферостойкости; используется для шлангов, ремней и оболочек кабелей; формуется при температуре 150–170°С.
Аutomation and Control Features in Modern Machines
Современные машины для компрессионного формования резины вышли далеко за рамки простых гидравлических прессов с ручным управлением. Сегодняшние машины оснащены сложными функциями автоматизации и цифрового управления, которые улучшают согласованность процессов, уменьшают зависимость от оператора и обеспечивают интеграцию в более широкие системы управления предприятием.
Управление процессами на базе ПЛК
Программируемые логические контроллеры (ПЛК) управляют всем циклом прессования — скоростью закрытия, изменением давления, временем отверждения, последовательностью открытия и выбросом — на основе сохраненных рецептов. Каждая комбинация резиновой смеси и пресс-формы может иметь собственную сохраненную программу, позволяющую операторам переключаться между продуктами, просто выбирая соответствующий рецепт на сенсорном экране HMI, а не сбрасывая параметры вручную. Управление на основе рецептов исключает ошибки настройки и гарантирует, что каждый производственный цикл начинается с проверенной базовой линии.
Аutomatic Deflashing and Degassing
Многие машины включают в себя программируемые последовательности дегазации — краткие контролируемые открытия пресса на ранней стадии цикла отверждения — которые позволяют захваченному воздуху и летучим веществам выйти из формы до окончательного закрытия и полного отверждения. Это особенно важно для толстых или сложных деталей, где внутренняя пористость является распространенным дефектом. Некоторые прессы также оснащены роботизированными манипуляторами или механическими инструментами для удаления заусенцев, которые удаляют заусенец с деталей сразу после извлечения из формы, что сокращает трудозатраты на ручную отделку.
Регистрация данных и отслеживание качества
Промышленные компрессионные прессы все чаще включают функции регистрации данных, которые записывают температуру, давление, время цикла и аварийные события для каждого производственного цикла. Эта прослеживаемость имеет решающее значение в регулируемых отраслях, таких как производство медицинского оборудования и аэрокосмическая промышленность, где производственные записи должны храниться и подлежать проверке. Панели мониторинга в режиме реального времени позволяют руководителям производства отслеживать производительность машин на нескольких печатных машинах одновременно и выявлять отклонения до того, как они приведут к дефектным партиям.
Как выбрать подходящую машину для вашего применения
Выбор машины для компрессионного формования резины — это многовариантное решение, которое должно определяться вашими конкретными требованиями к продукту, объемами производства и типами материалов, а не только стоимостью машины. Систематически прорабатывайте следующие соображения:
- Определите геометрию детали и размер пресс-формы: Размеры плиты должны подходить для вашей формы с зазором со всех сторон. Для многоместных форм рассчитайте общую проекционную площадь, чтобы определить минимально необходимое усилие зажима.
- Определите свою резиновую смесь: Подтвердите диапазон температур вулканизации и время отверждения вашего состава. Убедитесь, что система нагрева машины может достигать и поддерживать эту температуру по всей плите с однородностью, необходимой для ваших стандартов качества.
- Аssess production volume: Крупносерийное производство мелких деталей выигрывает от использования многодневных конфигураций или автоматизации поворотного стола. Для небольших и средних объемов крупных или сложных деталей обычно подходит пресс с однодневным освещением и управлением ПЛК на основе рецептов.
- Учитывайте требования к качеству: Аpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- Оцените послепродажную поддержку: Машины для сжатия резины требуют периодического обслуживания гидравлических систем, нагревательных элементов и компонентов управления. Выбор поставщика с доступной технической поддержкой, доступными запасными частями и возможностями местного обслуживания защитит ваши инвестиции в бесперебойную работу производства на протяжении всего срока службы машины.
А rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.