Что такое зажимная машина для форм из жидкого силикона?
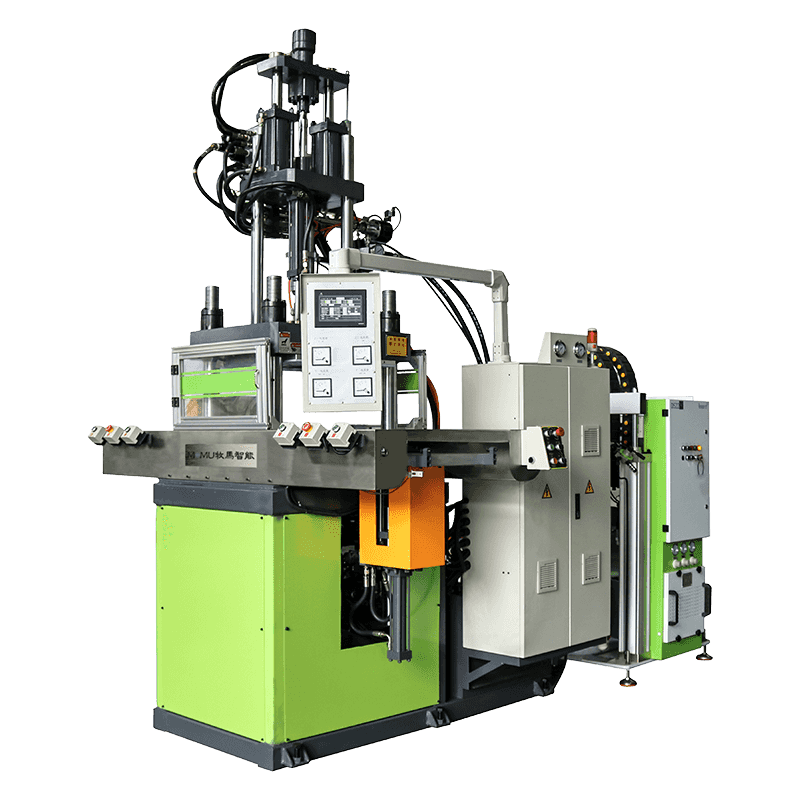
А машина для зажима форм из жидкого силикона — это специализированная система литья под давлением, разработанная специально для переработки жидкого силиконового каучука (LSR). В отличие от обычных машин для литья термопластов, зажимные машины LSR разработаны с учетом уникальных реологических и термических свойств жидкого силикона — двухкомпонентного материала, который остается жидким при комнатной температуре и вулканизируется (отверждается) под воздействием тепла внутри закрытой формы. Машина сжимает половины формы под точно контролируемым давлением, впрыскивает смешанный состав LSR в полость формы, нагревает для запуска отверждения, а затем открывается, чтобы высвободить готовую деталь.
Эти машины широко используются в производстве медицинского оборудования, автомобильных компонентов, бытовой электроники, детских товаров и промышленных уплотнений. Их способность производить высокоточные силиконовые детали без заусенцев в больших объемах с минимальными отходами делает их незаменимым оборудованием там, где компоненты LSR требуются в масштабе производства.
Как работает система зажима пресс-формы при обработке LSR
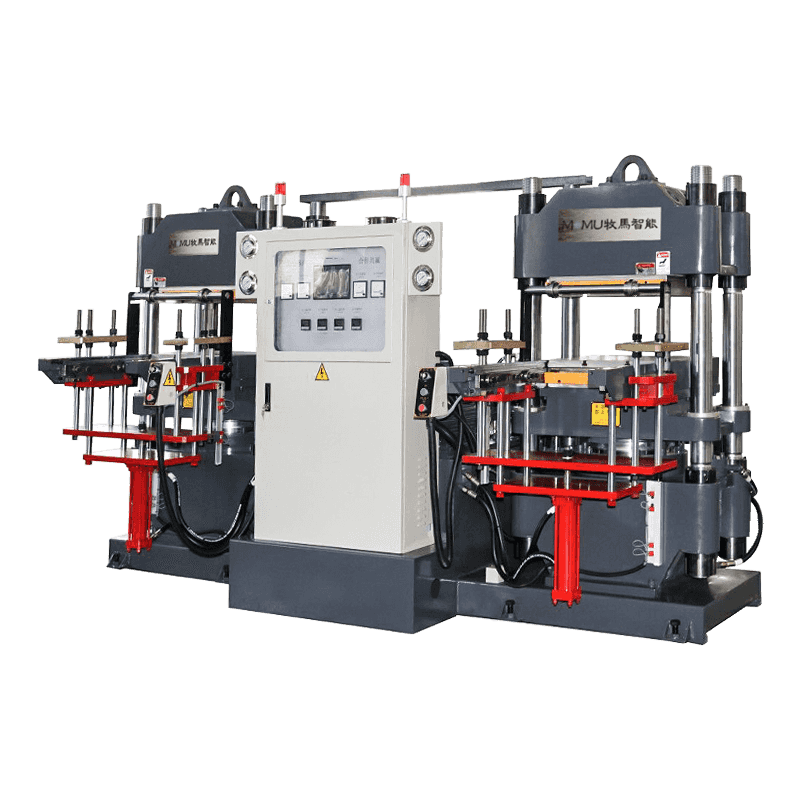
Узел зажима формы является структурным ядром любой машины для литья жидкого силикона под давлением. Его основная функция — удерживать две половины формы вместе с достаточной силой, чтобы противостоять давлению впрыска, оказываемому во время наполнения материалом. При формовании LSR давление впрыска обычно ниже, чем при формовании термопластов, но система зажима по-прежнему играет решающую роль в обеспечении идеально герметичной полости формы, предотвращающей заусенец — тонкую пленку избыточного материала, которая образуется на линиях разъема, когда сила зажима недостаточна.
В большинстве машин для зажима форм из жидкого силикона используется гидравлический или сервоэлектрический зажимной механизм. Система коленно-рычажного механизма умножает силу, создаваемую гидравлическим цилиндром или серводвигателем, посредством механического соединения, обеспечивая очень высокий усилие зажима при относительно компактных компонентах привода. Во время впрыска система зажима фиксирует форму в закрытом положении, поддерживая постоянное давление на протяжении всего цикла наполнения и отверждения. После завершения вулканизации зажим открывается, и система выталкивания — обычно пневматическая или механическая — высвобождает готовую деталь из полости формы.
Поскольку LSR должен поддерживаться в холодном состоянии в цилиндре и системе впрыска (чтобы предотвратить преждевременное отверждение), в то время как сама форма нагревается для запуска вулканизации, зажимной блок должен соответствовать термически изолированной установке формы. Изоляционные пластины обычно устанавливаются между формой и плитами машины, чтобы предотвратить передачу тепла от нагретой формы к конструкции машины, защитить компоненты и сохранить энергоэффективность.
Ключевые технические характеристики для оценки
Выбор подходящей машины для зажима форм из жидкого силикона требует пристального внимания к ряду технических параметров. Каждая спецификация напрямую влияет на качество формованных деталей, время цикла, а также диапазон форм и изделий, которые может обрабатывать машина.
Основные характеристики машины
| Спецификация | Типичный диапазон/описание |
| Зажимная сила | От 50 кН до 10 000 кН (от 5 до 1 000 тонн) |
| Размер стола | Зависит от тоннажа машины; должен соответствовать размерам формы |
| Диапазон температур пресс-формы | От 150°C до 220°C (от 302°F до 428°F) |
| Тип блока впрыска | Специальная система дозирующих насосов LSR (компоненты A B) |
| Температура ствола | Охлажден до 5–15 °C для предотвращения преждевременного отверждения. |
| Система управления | ПЛК с сенсорным экраном HMI; программируемые параметры цикла |
| Расстояние между стяжками | Определяет максимальную ширину формы, которую можно установить. |
| Открытие дневного света | Максимальное расстояние между пластинами в открытом состоянии |
Усилие зажима является одним из наиболее важных параметров. Этого должно быть достаточно, чтобы обеспечить герметичность формы от давления впрыска без чрезмерного зажима, который со временем может повредить разделяющие поверхности формы. Расчет необходимой силы зажима включает умножение площади проекции полостей формы на давление в полости и добавление запаса прочности в 10–20% для учета изменений процесса.
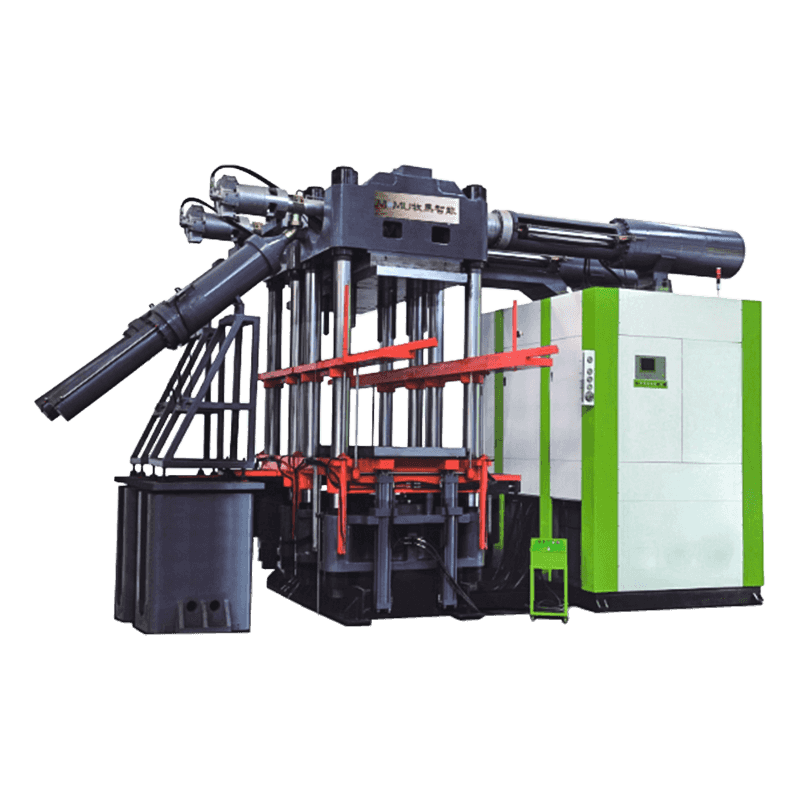
Система дозирования и впрыска LSR
В отличие от литья под давлением термопластов, при котором расплавляется и впрыскивается одна смола, обработка LSR требует двухкомпонентной системы дозирования, которая точно дозирует и смешивает базовый силиконовый состав (компонент A) и платиновый катализатор (компонент B) в соотношении 1:1 перед впрыском. Машина для зажима форм из жидкого силикона обычно соединяется со специальным дозирующим насосом LSR, который забирает смесь из питающих бочек, дозирует оба компонента с помощью шестеренчатых или поршневых насосов, смешивает их в статическом смесителе и подает смешанный состав в инъекционный цилиндр.
Инъекционный цилиндр и шнек имеют водяное охлаждение или контроль температуры для поддержания низкой температуры LSR — обычно от 5°C до 15°C — что предотвращает преждевременную вулканизацию в системе подачи. Конструкция винта для LSR отличается от стандартных винтов из термопласта; он обычно имеет более низкую степень сжатия и не имеет стопорного кольца, поскольку LSR не требует такой же пластификации и легко течет при слабом сдвиге. Впрыск контролируется точным объемным дозированием, а не винтовым дозированием, что обеспечивает постоянство от дозы к дозе.

Системы впрыска пигмента часто интегрируются в дозатор, что позволяет вводить краситель в точных количествах непосредственно в поток материала для окрашенных продуктов LSR, не загрязняя при этом барабаны для подачи сыпучих материалов.
Требования к конструкции пресс-форм для зажимных машин LSR
Форма, используемая в зажимной машине для форм из жидкого силикона, имеет несколько конструктивных требований, которые существенно отличаются от форм для термопластов. Поскольку LSR имеет очень низкую вязкость и легко течет под давлением, пресс-форму необходимо обрабатывать с очень жесткими допусками на линии разъема — обычно в пределах 0,005 мм — чтобы предотвратить образование заусенцев. Даже незначительные зазоры на поверхности разъема позволяют LSR просачиваться, образуя тонкие силиконовые пленки, которые необходимо удалять вручную, что снижает качество и производительность детали.
Важные особенности конструкции пресс-формы LSR
- Холодноканальные системы: В формах LSR часто используются системы холодных литников или холодных литников с клапанами для устранения отходов литников и желобов, поскольку литники LSR не могут быть перешлифованы и повторно использованы после отверждения.
- Вакуумная вентиляция: Встроенные вакуумные системы откачивают воздух из полости формы перед впрыском, предотвращая захват воздуха, который может привести к образованию пустот или неполному заполнению прецизионных деталей.
- Равномерный нагрев пресс-формы: Электрические нагревательные элементы или нагревательные каналы на масляной основе должны быть равномерно распределены по форме, чтобы обеспечить равномерное отверждение во всех полостях в инструментах с несколькими полостями.
- Теплоизоляционные плиты: Устанавливается между основанием формы и плитами машины, чтобы минимизировать потери тепла в конструкции машины и снизить потребление энергии во время производства.
- Системы демонтажа: Поскольку отвержденный силикон является гибким и липким, формы должны включать эффективные выталкивающие штифты, съемные пластины или устройство для извлечения из формы струей воздуха, чтобы высвободить детали без разрывов и деформаций.
Отрасли промышленности и продукты, в которых используются зажимные станки LSR
Машины для зажима форм из жидкого силикона используются в самых разных отраслях промышленности благодаря уникальному сочетанию свойств, которые предлагает LSR — биосовместимость, термостойкость, химическая инертность, оптическая прозрачность и долговременная гибкость. Точность и повторяемость процесса зажима и впрыска делают эти машины хорошо подходящими для требовательных применений, где постоянство размеров и целостность материала не подлежат обсуждению.
- Медицинские приборы: Биосовместимость LSR делает его идеальным для уплотнений, клапанов, катетеров, респираторных масок, компонентов слуховых аппаратов и частей имплантируемых устройств, которые требуют соответствия классу VI USP или ISO 10993.
- Аutomotive: Чехлы свечей зажигания, прокладки, уплотнения датчиков и водостойкие уплотнительные кольца обычно производятся в LSR из-за их способности выдерживать температуры от -60 ° C до 200 ° C.
- Детские и детские товары: Соски для бутылочек, пустышки, прорезыватели и аксессуары для кормления должны соответствовать пищевым, нейтральным по вкусу и устойчивым к стерилизации свойствам LSR.
- Бытовая электроника: Водонепроницаемые мембраны клавиатуры, уплотнители кнопок, ремешки для носимых устройств и кабельные втулки выигрывают от гибкости и устойчивости LSR к окружающей среде.
- Промышленное уплотнение: Изготовленные на заказ прокладки, диафрагмы, сильфоны и уплотнения для насосов, клапанов и систем обработки жидкостей в химической и пищевой промышленности.
Аdvantages of Using a Dedicated LSR Mold Clamping Machine
В то время как некоторые производители пытаются адаптировать стандартные машины для литья термопластов под давлением для переработки LSR, специальные машины для зажима форм из жидкого силикона предлагают существенные эксплуатационные и качественные преимущества, которые оправдывают инвестиции в любую серьезную операцию по производству LSR.
- Прецизионный контроль зажима: Специально разработанные системы зажима обеспечивают стабильный, измеримый тоннаж с возможностью точной регулировки, гарантируя повторяемое уплотнение формы на протяжении каждого цикла.
- Интегрированная система холодного впрыска: Охлаждаемый узел ствола и шнека разработан специально для ЛСР, что исключает компромиссы, необходимые при адаптации термопластического оборудования.
- Производство без Flash: Высокоточная параллельность плит и контролируемое усилие зажима обеспечивают формование без заусенцев или с минимальным заусенцем, сокращая трудозатраты на постобработку и отходы материала.
- Полностью автоматизированные циклы: Интеграция с роботизированным удалением деталей, системами визуального контроля и конвейерными системами обеспечивает производство без освещения с минимальным вмешательством оператора.
- Регистрация данных процесса: Современные зажимные машины LSR записывают данные о давлении впрыска, температуре пресс-формы, времени отверждения и усилии смыкания для каждого цикла, обеспечивая отслеживание качества в регулируемых отраслях.
Как выбрать подходящую машину для вашего применения LSR
Выбор подходящей машины для зажима форм из жидкого силикона начинается с детального анализа изготавливаемых деталей. Проекционная площадь наибольшей компоновки полости формы определяет минимально необходимое усилие зажима. Требования к объему впрыска, основанные на весе детали и количестве полостей, определяют необходимую производительность системы дозирования. Физические размеры формы — высота, ширина и высота штабеля — должны соответствовать размеру плиты машины, расстоянию между стяжками и характеристикам открытия для дневного света.
Целевые объемы производства и ожидаемое время цикла также должны определять выбор машины. Формы с более высокой кавитацией, работающие на машинах с сервоэлектрическими системами зажима, могут обеспечить более быстрое время сухого цикла и более энергоэффективную работу по сравнению с полностью гидравлическими альтернативами, что приводит к снижению стоимости детали при больших объемах. Для медицинских или регулируемых применений перед покупкой необходимо убедиться, что машина поддерживает запись данных, соответствующую требованиям 21 CFR Part 11, или эквивалентные стандарты технологической документации.
Наконец, послепродажное обслуживание, наличие запасных частей и техническая поддержка со стороны производителя должны оцениваться так же внимательно, как и технические характеристики машины. Машина с хорошей поддержкой и надежной инфраструктурой местного обслуживания обеспечит значительно большую долгосрочную выгоду, чем более дешевая альтернатива с ограниченным доступом к поддержке, особенно в производственных средах с высокими требованиями, где незапланированные простои напрямую влияют на обязательства по доставке и эксплуатационные расходы.