Машины для литья изоляторов представляют собой решающий прогресс в производстве электрических компонентов, особенно в производстве высококачественных изоляционных материалов, используемых в системах передачи энергии, системах распределения и различных электрических приложениях. Эти специализированные машины сочетают в себе прецизионную инженерию с передовой технологией обработки полимеров для создания изоляционных компонентов, соответствующих строгим стандартам электробезопасности и требованиям к производительности. Эволюция этих машин изменила подход производителей к производству изоляторов, позволив увеличить объемы производства, улучшить консистенцию и улучшить свойства материалов, которые необходимы для современной электрической инфраструктуры.
Глобальный спрос на надежные электрические изоляторы продолжает расти по мере расширения энергетических сетей и распространения систем возобновляемой энергетики. Технология литья под давлением стала предпочтительным методом производства благодаря ее способности производить изделия сложной геометрии с превосходной точностью размеров, сохраняя при этом критические диэлектрические свойства, необходимые для электроизоляции. Понимание возможностей, критериев выбора и особенностей эксплуатации этих машин имеет важное значение для производителей, стремящихся оптимизировать свои производственные процессы и поставлять на рынок изоляционную продукцию высшего качества.
Понимание основной технологии литья под давлением изоляторов
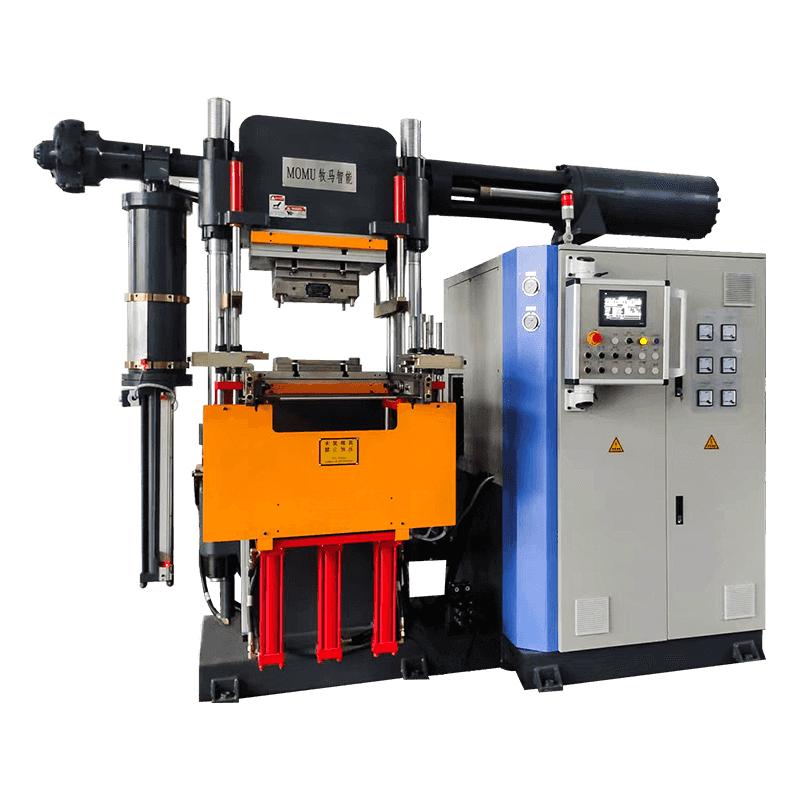
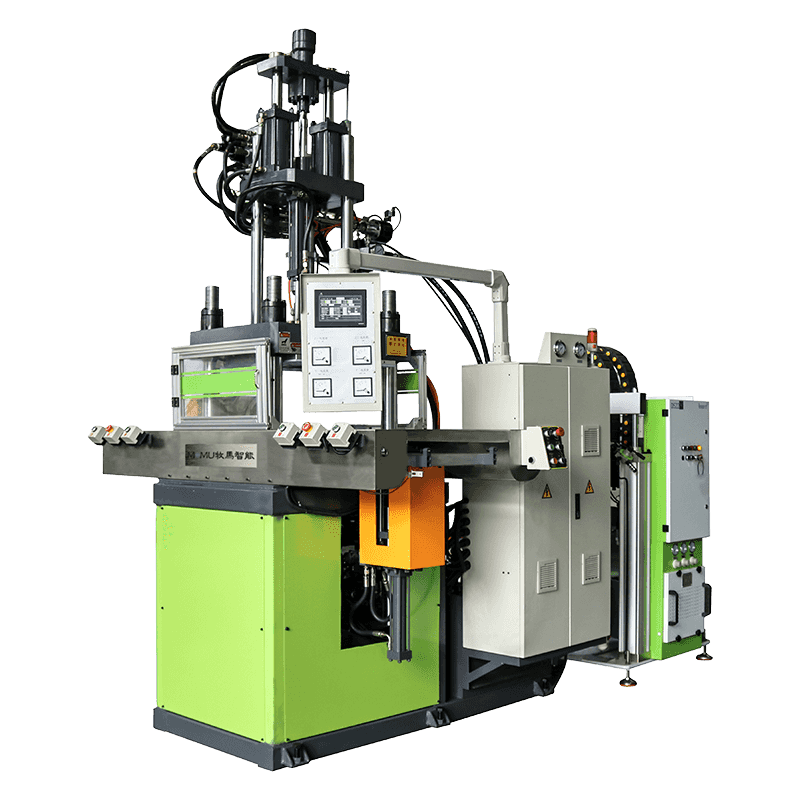
Машины для литья под давлением изоляторов работают на основе фундаментальных принципов, адаптированных специально для обработки термопластичных и термореактивных материалов с превосходными изоляционными свойствами. Процесс начинается с того, что сырьевые полимерные материалы, обычно эпоксидные смолы, силиконовый каучук, полиэтилен или другие специализированные соединения, подаются в нагретую бочку, где они плавятся и гомогенизируются. Затем расплавленный материал впрыскивается под высоким давлением в прецизионные формы, которые определяют окончательную форму и размеры изоляционного компонента.
Что отличает машины для литья под давлением изоляторов от стандартного оборудования для литья под давлением, так это их специализированная конфигурация для работы с материалами с особыми электрическими и тепловыми свойствами. Эти машины оснащены точными системами контроля температуры, которые поддерживают оптимальные условия обработки изоляционных полимеров, которые часто имеют узкие окна обработки. Устройства впрыска предназначены для работы с материалами различной вязкости и могут включать в себя такие функции, как вакуумная дегазация для устранения воздушных карманов, которые могут снизить электрическую прочность.
Система зажима в этих машинах должна обеспечивать достаточную силу, чтобы удерживать формы закрытыми во время впрыска, при этом учитывая характеристики теплового расширения изоляционных материалов. Современные машины обычно оснащены сервогидравлическими или полностью электрическими системами привода, которые обеспечивают точный контроль скорости впрыска, давления и времени выдержки — параметров, которые напрямую влияют на электрические свойства конечного продукта, механическую прочность и качество поверхности.
Ключевые материалы, обрабатываемые при литье изоляторов под давлением
Выбор подходящих изоляционных материалов имеет основополагающее значение для успешного производства изоляторов. Для различных применений требуются материалы с особыми электрическими, механическими свойствами и устойчивостью к воздействию окружающей среды. Понимание этих материалов помогает производителям выбрать правильную конфигурацию машины и параметры обработки.
| Тип материала | Основные приложения | Ключевые свойства |
| Эпоксидные смолы | Высоковольтные изоляторы, вводы | Отличная диэлектрическая прочность, термическая стабильность. |
| Силиконовая резина | Наружные изоляторы, кабельная арматура | Устойчивость к погодным условиям, гидрофобность, гибкость |
| Полиэтилен (ПЭ) | Изоляция кабеля, низковольтные компоненты | Низкие диэлектрические потери, влагостойкость. |
| Соединения BMC/DMC | Детали выключателя, распределительное устройство | Устойчивость к дуге, стабильность размеров |
Каждая категория материалов требует определенных конфигураций машины и параметров обработки. Для термореактивных материалов, таких как эпоксидные смолы и компаунды BMC, требуются машины со специальной конструкцией шнеков и профилями нагрева, чтобы инициировать и контролировать процесс отверждения внутри формы. Эти материалы после отверждения не подлежат переплавке, поэтому контроль процесса имеет решающее значение для минимизации отходов и обеспечения стабильного качества. И наоборот, термопластические материалы, такие как полиэтилен, обеспечивают гибкость переработки, но требуют точного контроля охлаждения для достижения оптимальной кристалличности и электрических свойств.
Критические характеристики машины и критерии выбора
Выбор подходящей машины для литья под давлением изоляторов требует тщательного рассмотрения множества технических характеристик, которые соответствуют производственным требованиям и характеристикам продукта. Усилие зажима представляет собой одну из наиболее фундаментальных характеристик, обычно для производства изоляторов она составляет от 50 до 2000 тонн. Этот параметр должен быть достаточным для противодействия давлению впрыска и предотвращения отделения формы, которое может привести к образованию заусенцев и неточностям размеров. Требуемая сила зажима зависит от площади проекции детали и давления впрыска, необходимого для заполнения сложной геометрии.
Производительность впрыска и размер порции определяют максимальное количество материала, которое можно впрыскивать за один цикл. Для производства изоляторов в этой спецификации должен учитываться не только объем детали, но также система направляющих и любые потенциальные отходы. Машины обычно выбираются с загрузкой дроби на 40-70%, чтобы обеспечить постоянную пластификацию и избежать деградации материала из-за чрезмерного времени пребывания в стволе.
При оценке технических характеристик машины важны следующие факторы:
- Конструкция шнека и соотношение L/D соответствуют конкретному изоляционному материалу, со специализированными шнеками для термореактивных компаундов с пониженной степенью сжатия и обратными клапанами, подходящими для химически активных материалов.
- Зоны контроля температуры с достаточной мощностью нагрева и охлаждения для поддержания точных температурных профилей, что особенно важно для материалов с узкими окнами обработки.
- Возможности управления скоростью и давлением впрыска, позволяющие использовать многоступенчатые профили впрыска для оптимизации режима потока и минимизации внутренних напряжений.
- Системы контроля температуры пресс-формы, которые могут поддерживать постоянную температуру на больших поверхностях пресс-формы, часто требующие внешних блоков контроля температуры с возможностью нагрева и охлаждения.
- Сложная система управления с регистрацией данных, мониторингом процессов и интеграцией контроля качества для обеспечения отслеживаемости и стабильного производства.
Оптимизация производственных процессов для качественных изоляторов
Достижение стабильного качества при производстве изоляторов требует тщательной оптимизации параметров процесса литья под давлением. Взаимосвязь между условиями обработки и свойствами конечного продукта сложна: множество переменных взаимодействуют, влияя на электрические характеристики, механическую прочность и точность размеров. Управление температурой является, пожалуй, наиболее важным фактором, влияющим на характеристики текучести материала, скорость отверждения термореактивных материалов и поведение кристаллизации термопластов.
Профили температуры ствола должны быть тщательно установлены в зависимости от конкретного обрабатываемого материала. Для изоляторов на основе эпоксидной смолы температуру обычно поддерживают в пределах 80–120°C, чтобы смола оставалась текучей без преждевременного отверждения. Температура пресс-формы для термореактивных материалов значительно выше, часто 150–180°C, что способствует полному отверждению в течение приемлемого времени цикла. Эти повышенные температуры пресс-формы требуют специальных систем нагрева и изоляции для поддержания термической стабильности и безопасности оператора.

Оптимизация скорости впрыска и давления
Фаза впрыска критически влияет на внутреннюю структуру и качество поверхности конечного продукта. Высокие скорости впрыска могут вызвать образование струй, следов течения и чрезмерный сдвиговый нагрев, что может привести к разрушению полимера или созданию слабых границ раздела. И наоборот, слишком медленное впрыскивание может привести к неполному заполнению, особенно в случае сложной геометрии с тонкими сечениями или длинными путями потока. Многоступенчатые профили впрыска позволяют производителям сбалансировать эти конкурирующие требования, используя более высокие скорости для объемного заполнения, а затем более низкие скорости по мере того, как форма приближается к завершению.
Давление и время выдержки обеспечивают адекватную упаковку полости формы по мере охлаждения и усадки материала. Для изоляторов необходима правильная упаковка для минимизации пустот и соблюдения допусков на размеры. Удерживающее давление обычно составляет 40-70% от максимального давления впрыска и поддерживается до тех пор, пока затвор не затвердеет, предотвращая обратный поток и компенсируя объемную усадку.
Рекомендации по проектированию пресс-форм для электрических изоляторов
Пресс-форма представляет собой важнейший компонент в системе литья изоляторов под давлением, напрямую влияющий на качество продукции, эффективность производства и производственные затраты. Формы для изоляторов должны разрабатываться с особым вниманием к электрическим требованиям, включая функции, которые способствуют равномерному распределению материала, минимизируют концентрацию напряжений и облегчают полное заполнение сложных геометрических форм, таких как зева, ребра и интерфейсы монтажного оборудования.
Конструкция и расположение ворот существенно влияют на свойства конечного продукта. В изоляторах заслонки обычно располагаются так, чтобы обеспечить сбалансированное заполнение и свести к минимуму линии сварки в зонах высоких напряжений. Для больших изоляторов можно использовать системы с несколькими затворами, чтобы снизить давление впрыска и улучшить распределение материала. Тип ворот — кромочный, подводный или горячеканальный — необходимо выбирать на основе характеристик материала, геометрии детали и эстетических требований.
Вентиляция особенно важна для форм изоляторов из-за диэлектрических требований конечного продукта. Захваченный воздух может создавать пустоты, которые концентрируют электрическое напряжение и приводят к преждевременному выходу из строя. Соответствующие вентиляционные каналы, обычно глубиной 0,02–0,05 мм, должны быть предусмотрены в точках окончания потока и вокруг штырей сердечника, но при этом они должны быть достаточно мелкими, чтобы предотвратить всплеск материала.
Стандарты контроля качества и тестирования
Обеспечение качества при производстве изоляторов выходит за рамки проверки размеров и включает в себя электрические испытания и проверку свойств материалов. Современные операции по литью изоляторов под давлением включают в себя поточные системы мониторинга, которые отслеживают критические параметры процесса в режиме реального времени, обеспечивая немедленную обратную связь о стабильности процесса и позволяя быстро вмешиваться в случае возникновения отклонений.
Протоколы электрических испытаний формованных изоляторов обычно включают испытание диэлектрической прочности, которое проверяет способность материала выдерживать определенные уровни напряжения без пробоя. Эти испытания проводятся на образцах деталей из каждой производственной партии с использованием калиброванного высоковольтного испытательного оборудования. Дополнительные электрические испытания могут включать измерения поверхностного и объемного удельного сопротивления, оценку сопротивления отслеживания и испытания на частичный разряд для приложений с высоким напряжением.
Испытание механических свойств гарантирует, что изоляторы могут выдерживать монтажные напряжения и эксплуатационные нагрузки. Общие испытания включают в себя измерения прочности на растяжение, прочность на изгиб и ударопрочность. Экологические испытания имитируют эффекты старения в результате ускоренного выветривания, термоциклирования, воздействия химикатов или УФ-излучения, подтверждая долгосрочную надежность изолятора.
Рекомендации по техническому обслуживанию и эксплуатации
Поддержание машин для литья под давлением изоляторов в оптимальном состоянии требует систематических программ профилактического обслуживания, затрагивающих как механические, так и тепловые системы. Регулярные проверки и обслуживание предотвращают непредвиденные простои и обеспечивают стабильное качество продукции. Гидравлические системы требуют периодической замены масла, замены фильтров и испытаний под давлением для обеспечения оперативного управления и предотвращения загрязнения. Сервоэлектрические машины требуют регулярной проверки шариковых винтов, линейных направляющих и электрических компонентов для обеспечения точности и надежности.
Узел цилиндра и шнека требует особого внимания из-за воздействия на них высоких температур и абразивных наполнителей, распространенных в изоляционных компаундах. Регулярная проверка характера износа, правильные процедуры продувки между сменами материалов и своевременная замена изношенных компонентов предотвращают проблемы с качеством и загрязнение материала. Датчики температуры и нагревательные элементы следует периодически калибровать, чтобы обеспечить точный температурный контроль.
Обучение операторов представляет собой часто недооцениваемый аспект успешного производства изоляторов. Хорошо обученный персонал может выявить ранние признаки отклонения от процесса, соответствующим образом отреагировать на проблемы с качеством и оптимизировать настройки машины для новых продуктов или материалов. Комплексные программы обучения должны охватывать эксплуатацию машины, протоколы безопасности, обращение с материалами, процедуры проверки качества и основные методы устранения неполадок. Документирование параметров процесса, мероприятий по техническому обслуживанию и показателей качества обеспечивает постоянное улучшение и предоставляет ценные данные для оптимизации процесса и решения проблем.