Как работает машина для литья резины
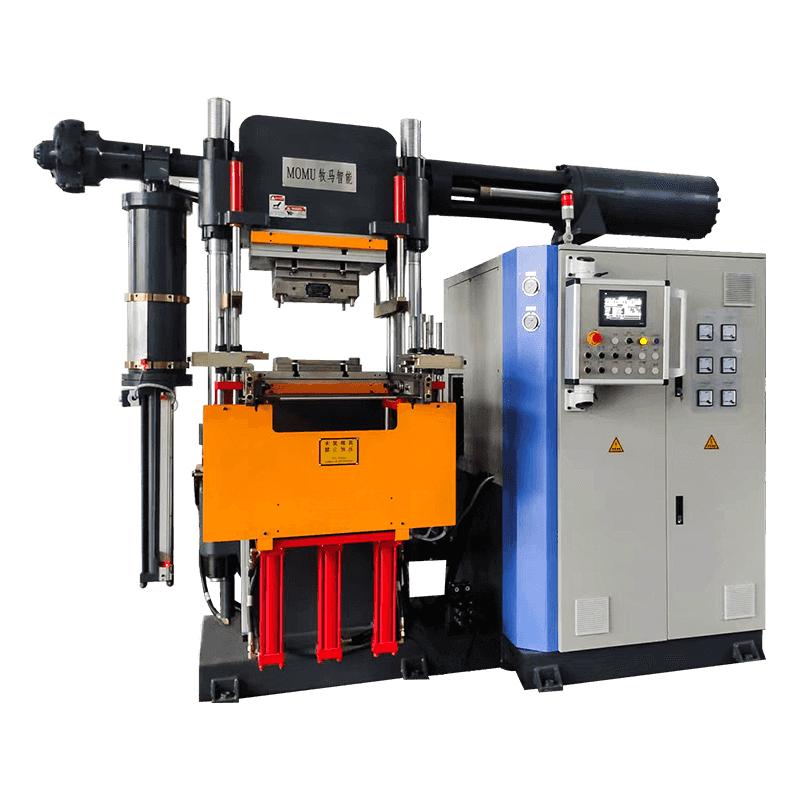
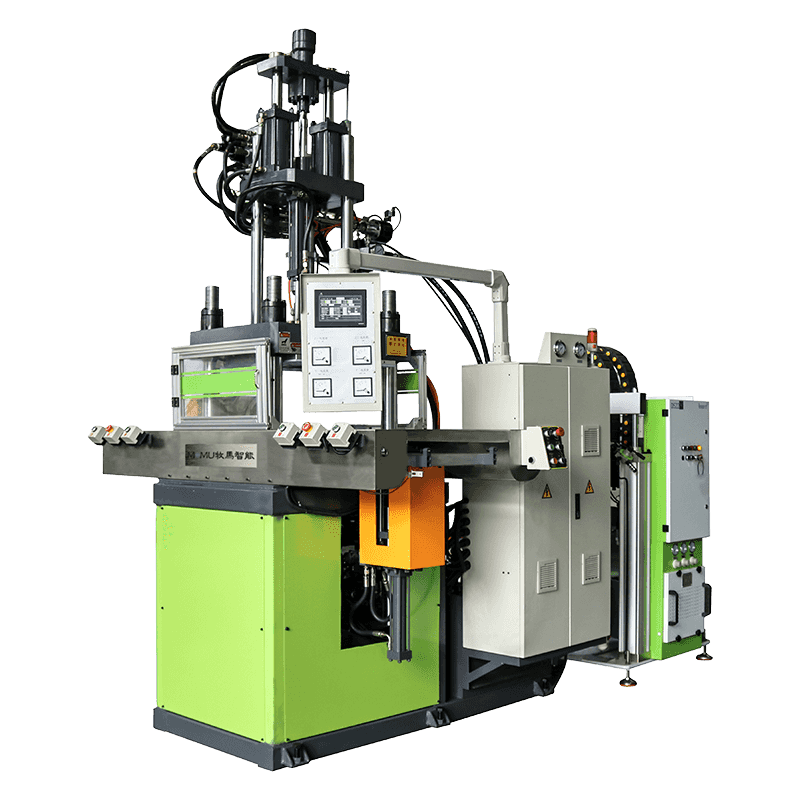
A машина для литья резины под давлением преобразует сырую резиновую смесь в готовые детали путем нагрева материала и подачи его под давлением в закрытую полость формы. В отличие от компрессионного формования, при котором сырая резина помещается непосредственно в открытую форму, при литье под давлением резина предварительно пластифицируется в нагретом цилиндре перед впрыскиванием ее через сопло в герметичную форму. Этот процесс позволяет сократить время цикла, более жесткие допуски и уменьшить отходы материала, что делает его особенно подходящим для крупносерийного производства технических резиновых компонентов.
Резиновую смесь обычно подают в машину в виде полос или гранул. Вращающийся винт или поршень перемещает материал через цилиндр, а нагревательные элементы доводят его до нужной температуры обработки. Как только каучук достигает оптимальной вязкости, его впрыскивают в полость формы, где он затвердевает под контролируемым нагревом и давлением, а затем выбрасывается в виде готовой детали.
Основные компоненты машины
Понимание каждого основного компонента помогает операторам устранять производственные проблемы и оптимизировать настройки для различных резиновых смесей и геометрии деталей.
Основные части и их функции
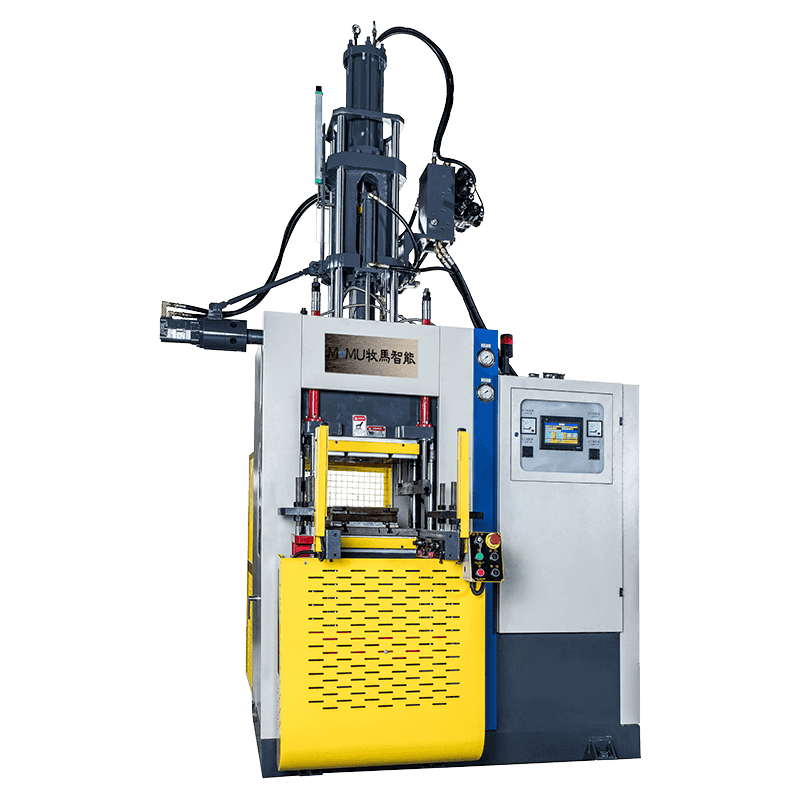
- Инжекционный блок: пластифицирует и впрыскивает резиновую смесь в форму.
- Зажимной блок: удерживает половины формы вместе под высоким давлением во время впрыска и отверждения.
- Система нагрева: поддерживает точную температуру цилиндра и формы для последовательного отверждения.
- Гидравлический или электрический привод: обеспечивает вращение винта, впрыск и зажимное движение.
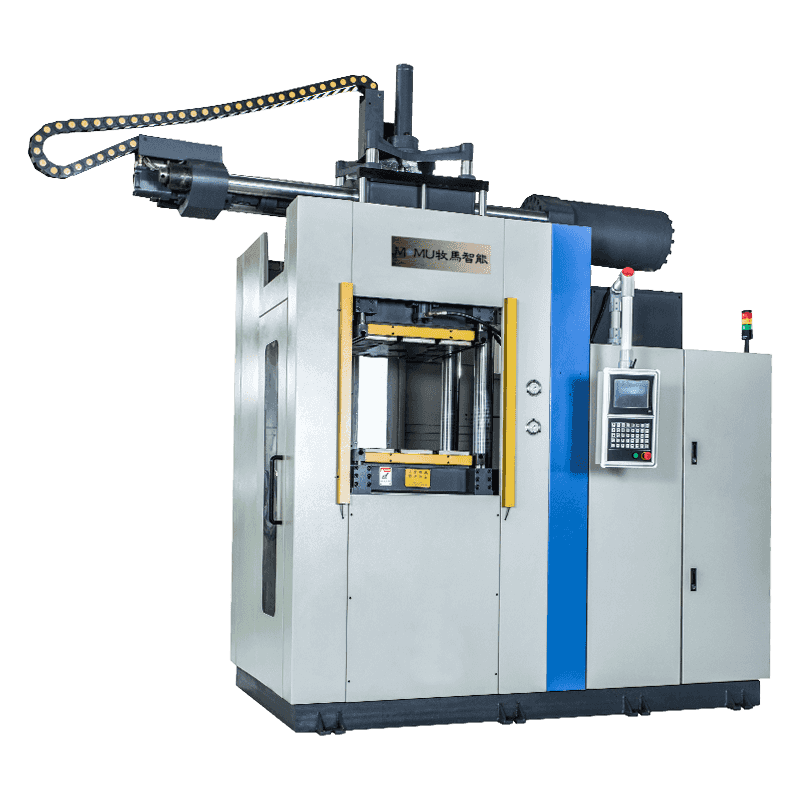
- Система управления: управляет температурой, давлением, скоростью впрыска и временем цикла.
- Эжекторная система: высвобождает готовую деталь из формы после отверждения.
В современных машинах все чаще используются системы электропривода вместо чисто гидравлических, что обеспечивает более точный контроль скорости впрыска и снижает потребление энергии в периоды простоя между циклами.

Сравнение литья под давлением с другими методами формования резины
Производителям, выбирающим процесс формования, следует сопоставить литьевое формование с компрессионным и трансферным формованием, поскольку каждый метод предлагает определенные преимущества в зависимости от сложности детали, объема производства и бюджета.
| Метод | Время цикла | Материальные отходы | Лучшее для |
| Литье под давлением | Быстро | Низкий | Крупногабаритные, сложные детали |
| Компрессионное формование | Медленнее | Высшее | Простые формы, небольшой объем |
| Трансферное формование | Умеренный | Умеренный | Детали с металлическими вставками |
Литье под давлением, как правило, оказывается более рентабельным при масштабировании, несмотря на более высокие первоначальные затраты на оснастку, поскольку сокращение времени цикла и снижение отходов компенсируют первоначальные инвестиции в больших производственных циклах.
Общие применения в разных отраслях
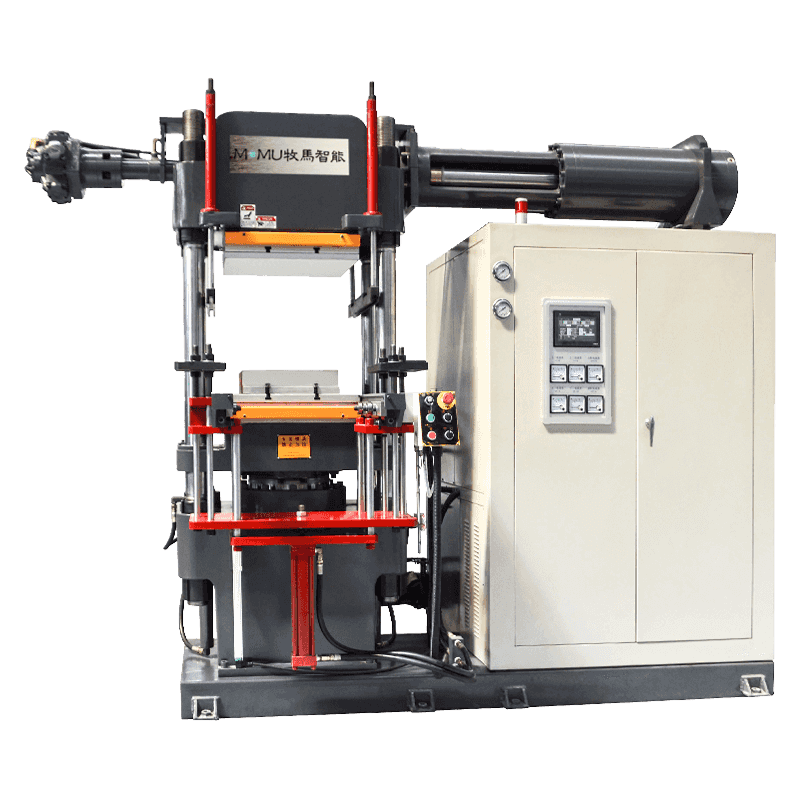
Машины для литья резины под давлением производят широкий спектр компонентов, используемых в автомобилестроении, медицине, электротехнике и производстве потребительских товаров. Этот процесс особенно ценен для деталей, требующих жестких допусков на размеры или стабильных физических свойств в больших партиях.
Типичные продукты, изготовленные методом литья под давлением
- Автомобильные уплотнения, прокладки и втулки
- Компоненты медицинского оборудования, такие как уплотнения и пробки.
- Электрические соединители и изолирующие детали
- Уплотнительные кольца и промышленные прокладки
- Потребительские товары, такие как ручки, уплотнения и защитные чехлы.
Поскольку литье под давлением поддерживает многополые пресс-формы, производители могут производить десятки идентичных деталей за один цикл, что значительно увеличивает производительность по сравнению с установками для компрессионного формования с одной полостью.
Ключевые факторы, влияющие на качество формованных деталей
Достижение стабильных и бездефектных резиновых деталей зависит от тщательного контроля нескольких переменных процесса на протяжении всего производства. Небольшие отклонения температуры или давления могут привести к таким дефектам, как блики, пористость или неполное отверждение.
Критические переменные процесса для мониторинга
Давление и скорость впрыска определяют, насколько полностью резина заполняет полость формы перед началом отверждения, при этом недостаточное давление часто приводит к коротким впрыскам или слабым линиям сшивки. Температура ствола и формы должна оставаться в пределах диапазона, рекомендованного производителем компаунда, поскольку перегрев может вызвать преждевременное отверждение внутри ствола, известное как подгорание, а недостаточное тепло приводит к неполному отверждению и ухудшению механических свойств.
Время отверждения также играет важную роль в качестве детали и эффективности производства. Увеличение времени отверждения сверх необходимого снижает производительность без улучшения характеристик деталей, а слишком короткое его сокращение может привести к недостаточному отверждению деталей, которые не пройдут испытания на долговечность. Производители обычно запускают пробные партии с разным временем отверждения, чтобы определить оптимальный баланс между качеством и эффективностью цикла для каждого конкретного соединения.
Советы по техническому обслуживанию для обеспечения долгосрочной работы машины
Регулярное техническое обслуживание обеспечивает эффективную работу машины для литья резины и помогает избежать незапланированных простоев, которые могут нарушить производственные графики. Установление последовательного режима технического обслуживания также продлевает срок службы критически важных компонентов, таких как шнеки, цилиндры и формы.
Ежедневные задачи должны включать в себя очистку остатков резины с поверхностей сопла и формы, поскольку отложения могут вызвать дефекты в последующих деталях и увеличить износ полостей формы. Еженедельные проверки должны проверять уровень гидравлической жидкости и проверять герметичность уплотнений, поскольку отказы гидравлической системы являются одной из наиболее частых причин непредвиденных простоев машины.
Периодическая проверка нагревательных элементов и датчиков температуры обеспечивает точные показания, поскольку неисправные датчики могут незаметно вызвать проблемы с качеством задолго до того, как они вызовут видимую неисправность. Ведение подробных записей технического обслуживания также помогает выявить характер износа с течением времени, позволяя руководителям предприятий заранее планировать замену деталей, а не реагировать на поломки.