Что на самом деле делает специальная формовочная машина BMC
Специальная формовочная машина BMC предназначена специально для обработки объемного формовочного компаунда — термореактивного материала, изготовленного из ненасыщенной полиэфирной смолы, смешанной со стекловолокном, минеральными наполнителями и отвердителями. В отличие от машин общего назначения для литья под давлением, предназначенных для термопластов, машина BMC должна работать с пастообразным или замазочным составом, который необратимо отверждается под воздействием тепла и давления, а не просто плавится и снова затвердевает. Это фундаментальное химическое различие определяет практически все конструктивные решения в машине, от геометрии шнека до системы контроля температуры пресс-формы.
Эти машины широко используются для производства электрических компонентов, таких как корпуса выключателей, детали распределительных устройств, изоляторы и корпуса разъемов, а также автомобильных деталей, таких как отражатели фар, крышки двигателя и тепловые экраны. Привлекательность BMC заключается в его превосходных электроизоляционных свойствах, термостойкости и стабильности размеров, поэтому производители инвестируют в машины, созданные специально для этого материала, а не адаптируют стандартные литьевые прессы.
Основные компоненты, которые отличают машины BMC
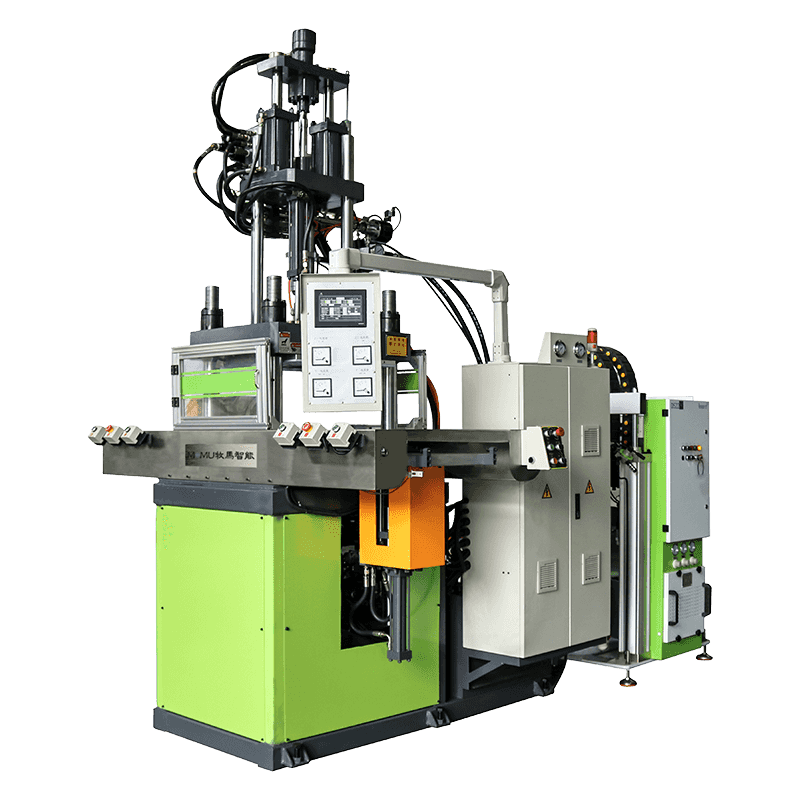
В блоке пластификации специальной формовочной машины BMC обычно используется шнек низкого сжатия с небольшой глубиной полета, поскольку компаунд не нужно плавить, как это делают пластиковые гранулы. Вместо этого задача шнека состоит в том, чтобы транспортировать и слегка нагревать материал, не создавая чрезмерного тепла сдвига, которое может вызвать преждевременное отверждение внутри самого цилиндра. Чрезмерный сдвиг является одной из наиболее частых причин повреждения шнека или цилиндра на этих машинах, поэтому настройки скорости шнека и противодавления гораздо более консервативны, чем на типичном прессе для термопластов.
Сама форма нагревается, а не охлаждается, обычно до температуры от 140°C до 170°C в зависимости от конкретного состава смолы, поскольку отверждение представляет собой химическую реакцию, активируемую нагреванием, а не затвердевание, вызванное охлаждением. Нагрев обычно достигается с помощью электрических картриджных нагревателей или каналов циркуляции масла, встроенных в пластины формы, а точное и равномерное распределение температуры по поверхности формы имеет решающее значение, чтобы избежать деформации или неполного отверждения в более толстых участках детали.
Ключевые подсистемы типичной машины
- Блок впрыска или переноса для подачи компаунда в полость формы.
- Система подогрева плит для поддержания постоянной температуры формы.
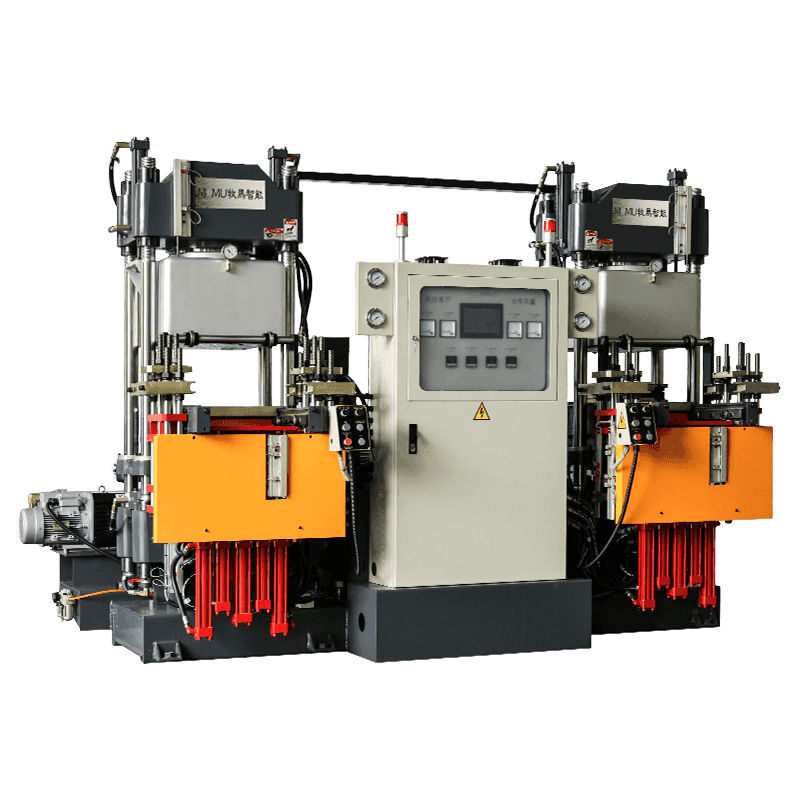
- Зажимной узел рассчитан на сопротивление внутреннему давлению, возникающему во время отверждения.
- Вакуумная или вентиляционная система для удаления захваченного воздуха и летучих побочных продуктов.
- Автоматическая система выброса, предназначенная для бережного обращения с хрупкими, только что затвердевшими деталями.
Конфигурации компрессионного, трансферного и литьевого формования
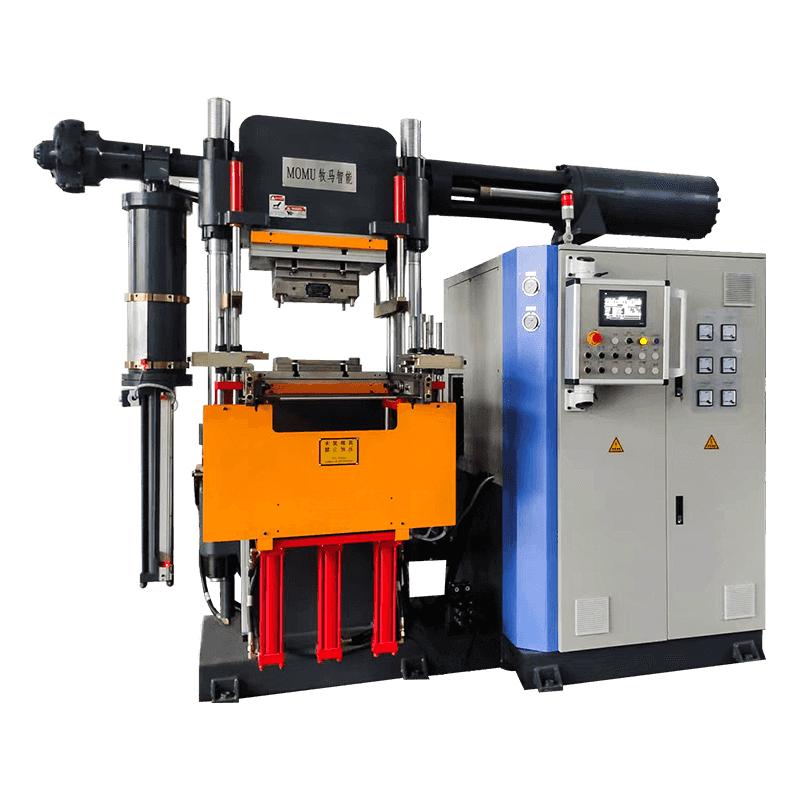
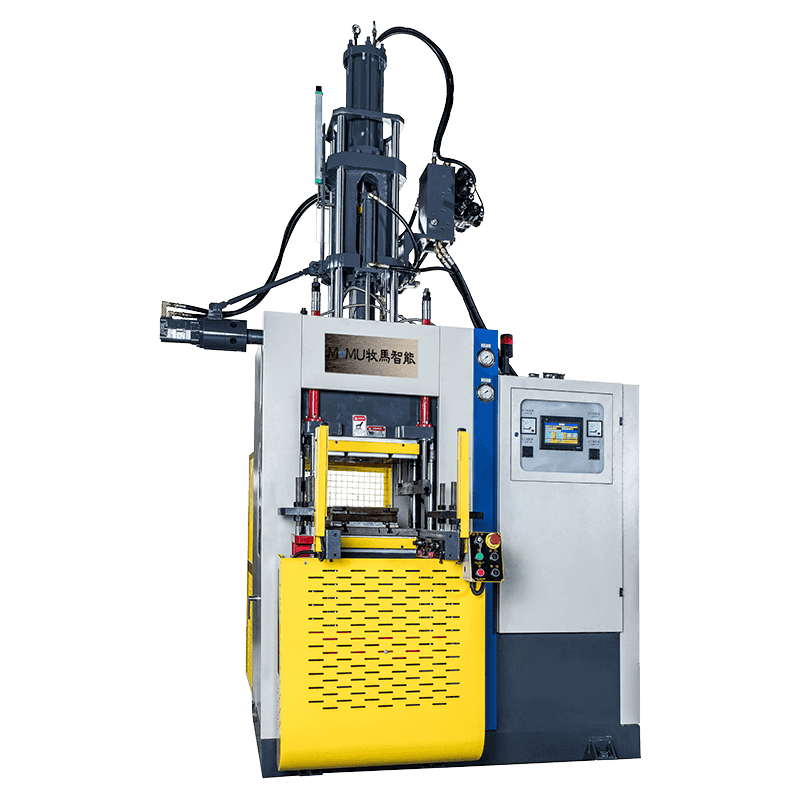
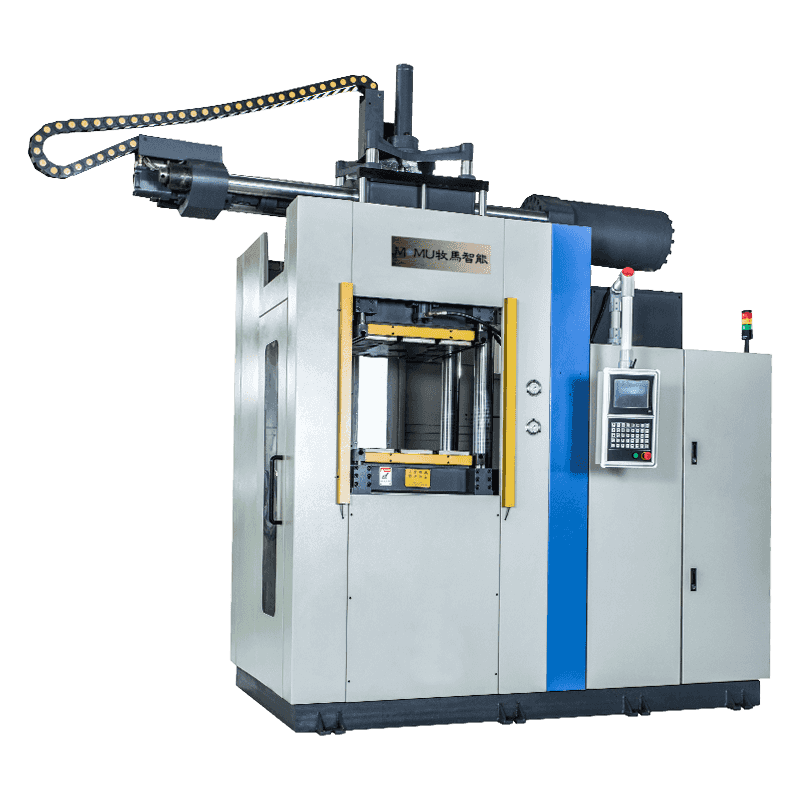
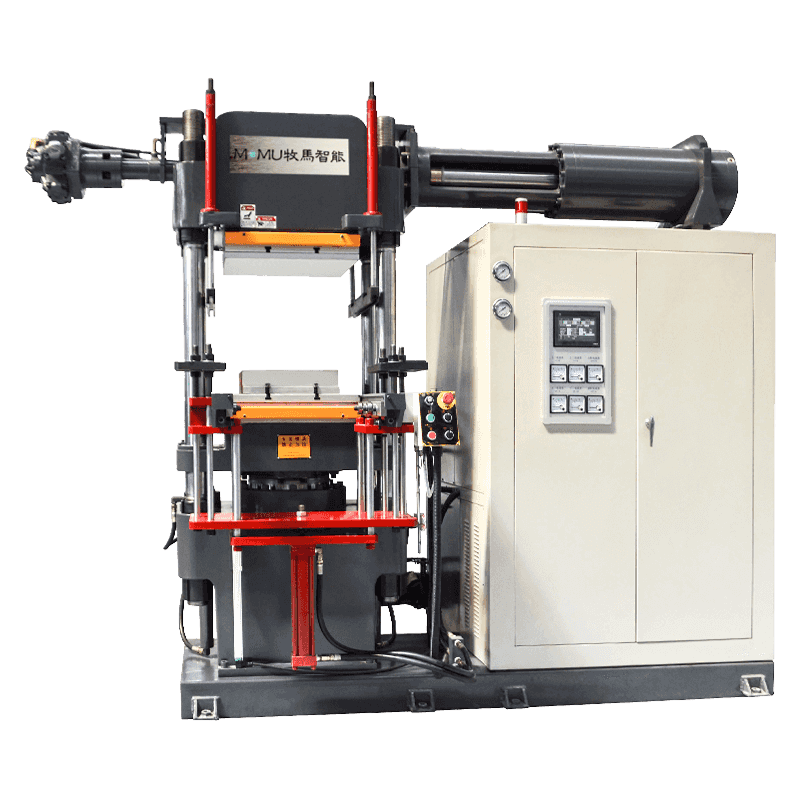
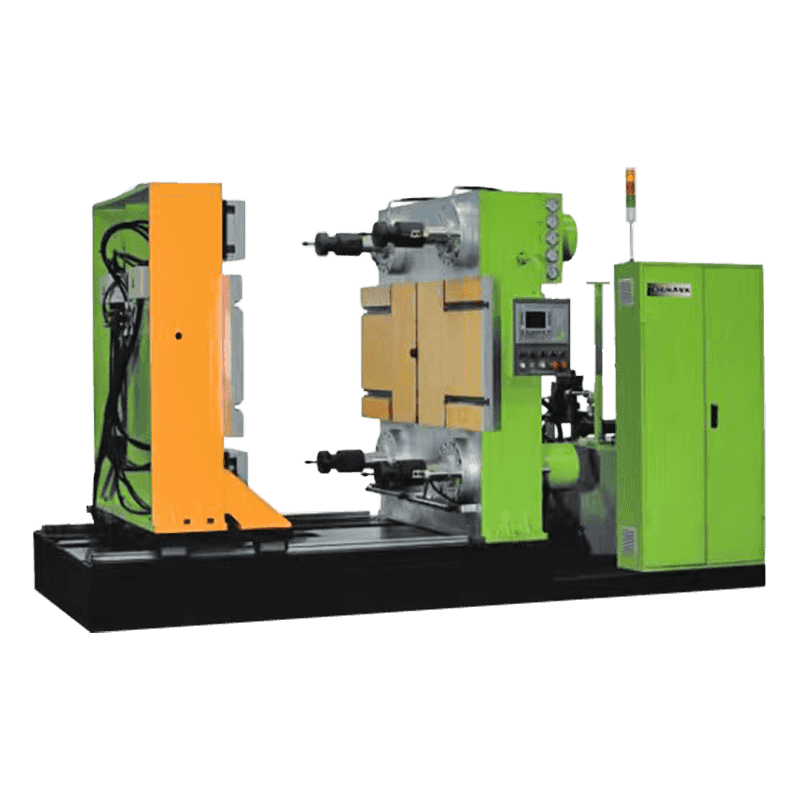
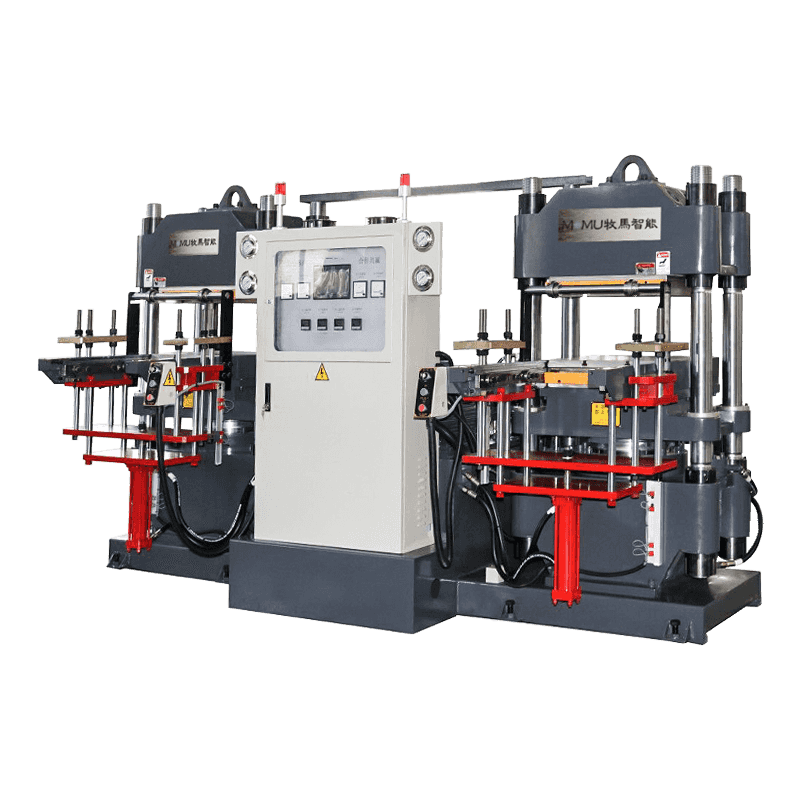
Специальные формовочные машины BMC выпускаются в трех основных конфигурациях, каждая из которых подходит для различной геометрии деталей и объемов производства. Прессы для компрессионного формования просто помещают отмеренную порцию компаунда в открытую, нагретую полость формы, затем закрывают форму под высоким давлением, чтобы заставить материал заполнить форму во время отверждения. Этот метод хорошо работает для более простой геометрии и часто выбирается из-за более низкой стоимости инструментов и более бережного обращения с армирующим волокном, что сохраняет большую механическую прочность соединения.
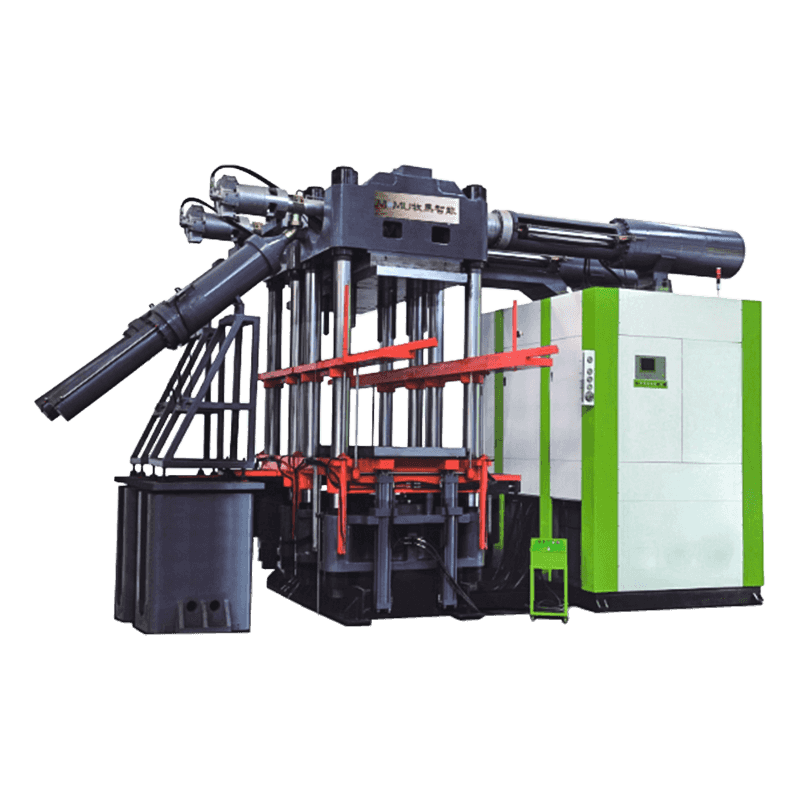
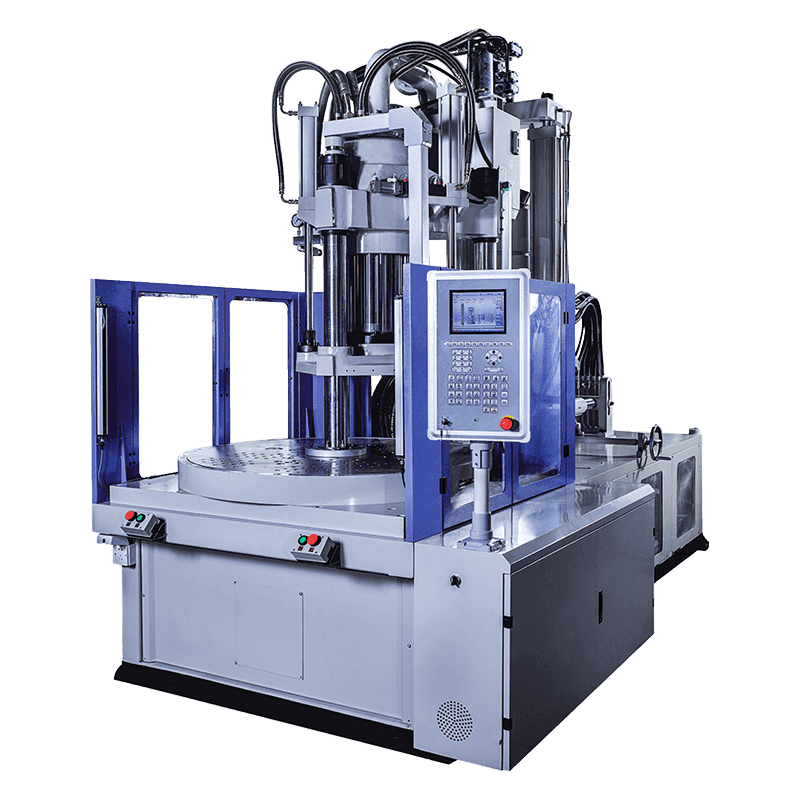
В машинах для трансферного формования используется отдельная емкость для предварительного нагрева смеси перед тем, как плунжер протолкнет ее через направляющие в закрытую форму. Это позволяет создавать детали более сложной геометрии и лучше контролировать размеры, чем прямое компрессионное формование, хотя при этом армирующее волокно подвергается несколько большему сдвигу при прохождении через узкие направляющие. Машины для литья под давлением, адаптированные для BMC, пошли еще дальше, используя возвратно-поступательный шнек для непрерывной подачи компаунда непосредственно в закрытую форму, что подходит для крупносерийного производства деталей средней сложности.
Выбор между тремя методами
| Метод | Лучшее для | Типичное время цикла |
| Сжатие | Простые формы, высокопрочные детали | от 60 до 120 секунд |
| Трансфер | Средней сложности, вставное литье | от 45 до 90 секунд |
| Инъекция | Большой объем, сложная геометрия | от 20 до 60 секунд |
Правильная настройка производственного цикла
Перед началом любого производственного цикла операторы должны убедиться, что температура формы стабилизировалась во всех зонах, поскольку разница температур даже в пять-десять градусов между секциями большой формы может вызвать неравномерное отверждение и внутреннее напряжение. Большинство современных машин BMC оснащены многозонными регуляторами температуры с независимыми показаниями, и стоит проверять каждую зону индивидуально, а не доверять одному среднему показанию.
Вес заряда является еще одной важной переменной. Слишком малое количество компаунда оставляет неровные участки или пустоты на поверхности, а слишком большое количество приводит к засветам и чрезмерным потерям материала на линии разъема. Операторы обычно определяют правильный вес заряда посредством серии пробных выстрелов, точно взвешивая состав перед каждой попыткой и корректируя его с небольшими приращениями, пока деталь не заполнится полностью с минимальным засветом. Как только правильный вес будет установлен, его следует задокументировать и последовательно использовать, поскольку компаунд BMC не допускает быстрой регулировки, характерной для термопластов.
Усилие зажима также должно соответствовать проекционной площади детали и внутреннему давлению, создаваемому во время отверждения, обычно в соответствии с эмпирическим правилом от 800 до 1500 фунтов на квадратный дюйм проецируемой площади, хотя это зависит от конкретного состава компаунда и геометрии детали. Недостаточный зажим приводит к заусенцам и неточностям размеров, а чрезмерный зажим может ускорить износ формы и стяжек без улучшения качества детали.
Управление временем отверждения и эффективностью цикла
Время отверждения является важнейшим фактором, определяющим, сколько деталей машина BMC может производить в час, и оно зависит от толщины детали, температуры формы и конкретного отвердителя, используемого в рецептуре смеси. Более толстые секции требуют более длительного времени отверждения, поскольку тепло должно проникнуть в сердцевину до того, как реакция завершится по всей детали, а слишком раннее вытягивание детали может привести к деформации или неполным механическим свойствам, даже если поверхность выглядит полностью отвержденной.
Многие производители используют общие рекомендации по отверждению в течение примерно тридцати секунд на миллиметр толщины стенки при стандартных температурах формы, хотя это всегда следует сверять с техническими данными конкретного поставщика смолы, а не рассматривать как универсальное правило. Проведение теста дифференциальной сканирующей калориметрии на новой партии компаунда может помочь подтвердить фактическую кинетику отверждения перед переходом к производственному циклу, особенно при смене поставщиков или партий смолы.
Факторы, влияющие на время цикла
- Толщина стенки детали и общая масса материала
- Температура поверхности формы и однородность по полостям
- Тип отвердителя и концентрация в составе
- Наличие металлических вставок, которые могут выполнять роль теплоотводов и замедлять местное отверждение.
- Количество полостей и насколько равномерно распределяется между ними компаунд.
Распространенные дефекты и их основные причины
Поскольку формование BMC включает в себя реакцию химического отверждения, а не простое затвердевание, дефекты часто связаны с температурными проблемами или проблемами времени, а не с механическими настройками, которые доминируют при устранении неисправностей термопластов. Например, образование пузырей на поверхности обычно возникает из-за захваченных летучих веществ или воздуха, которые не смогли выйти до того, как поверхность покрылась коркой, что указывает на необходимость улучшения вентиляции формы или корректировки последовательности вакуумирования, а не на изменение скорости впрыска.
| Дефект | Вероятная причина | Рекомендуемое исправление |
| Образование пузырей на поверхности | Захваченные летучие вещества или воздух | Улучшите вентиляцию, отрегулируйте время вакуума |
| Деформация после выброса | Недостаточное время отверждения или неравномерный нагрев формы. | Продлить отверждение, сбалансировать зоны нагревателя |
| Чрезмерная вспышка | Перегрузка или низкая сила зажима | Уменьшите вес заряда, проверьте тоннаж зажима |
| Проявление волокон или шероховатость | Избыточный сдвиг во время кормления | Уменьшите скорость шнека и противодавление. |
Методы технического обслуживания, продлевающие срок службы машины
Затвердевшие остатки BMC, оставшиеся в цилиндре, направляющих или на поверхностях формы, являются абразивными и могут ускорить износ винтов, стопорных колец и поверхностей полостей, если их не очищать регулярно. На большинстве предприятий в конце каждой смены проводится тщательная продувка и механическая очистка с использованием специальных чистящих составов, предназначенных для размягчения остатков затвердевшей смолы без повреждения хромированных поверхностей пресс-формы.
Ленты нагревателя и термопары следует проверять по установленному графику, поскольку неисправная зона нагревателя часто проявляется сначала как незначительное отклонение качества, а не как явная неисправность машины. Ведение журнала технического обслуживания, в котором фиксируются показания сопротивления нагревателя, измерения износа винтов и тенденции гидравлического давления с течением времени, значительно упрощает обнаружение развивающейся проблемы до того, как она приведет к браку партии деталей.
Состояние гидравлической жидкости также заслуживает регулярного внимания, поскольку высокие силы зажима, возникающие при формовке BMC, оказывают постоянную нагрузку на уплотнения и клапаны. Своевременная замена фильтров и мониторинг температуры жидкости во время длительных производственных циклов помогают предотвратить постепенный дрейф давления, который может незаметно повлиять на тоннаж зажима и размеры детали в течение нескольких недель эксплуатации.
Выбор подходящей машины для вашего применения
При выборе специальной формовочной машины BMC для покупки сопоставьте тоннаж зажима и размер порции с ожидаемой наибольшей деталью, а не со средней деталью, поскольку занижение размеров машины для будущих проектов является распространенной и дорогостоящей ошибкой. Подумайте также, склоняется ли ваш ассортимент продукции к простым, высокопрочным деталям, которые предпочитают компрессионное формование, или к деталям сложной геометрии со вставками, которые предпочитают конфигурации переноса или впрыска.
Наконец, обратите внимание на количество зон и реакцию системы контроля температуры, поскольку неравномерный нагрев пресс-формы является одним из наиболее постоянных источников колебаний качества при производстве BMC. Станок с более точным контролем зоны и более быстрой реакцией нагревателя, как правило, позволяет производить более стабильные детали при длительных производственных циклах, даже если первоначальные затраты несколько выше, чем у более простой альтернативы.