Что такое вакуумная машина для вулканизации резины?
А вакуумная машина для вулканизации резины представляет собой специализированный промышленный пресс, который отверждает сырые или неотвержденные резиновые смеси в сочетании с контролируемым нагревом, давлением и вакуумом. Термин «вулканизация» относится к процессу химического сшивания, который превращает мягкую, податливую резину в прочный, эластичный и стабильный по размерам материал. В стандартных вулканизирующих прессах реакцию отверждения вызывают только тепло и давление. В вакуумных вулканизирующих машинах добавление герметичной вакуумной среды удаляет захваченный воздух, влагу и летучие газы из резиновой массы до и во время вулканизации, что приводит к значительно более плотному, однородному и бездефектному конечному продукту.
Функция вакуума — это не просто дополнительная функция; это коренным образом меняет качество результатов, достижимых в производстве каучука. Воздушные карманы и включения влаги являются одними из наиболее распространенных источников пористости, образования пузырей и структурной слабости деталей из вулканизированной резины. Путем вакуумирования полости формы до уровня вакуума, который обычно составляет от -0,08 МПа до -0,1 МПа перед приложением полного давления формования, машина устраняет эти дефекты в их источнике. В результате получаются резиновые изделия с превосходной отделкой поверхности, постоянной внутренней плотностью и улучшенными механическими характеристиками — характеристиками, которые имеют решающее значение в прецизионных отраслях, включая автомобильные уплотнения, медицинское оборудование, компоненты аэрокосмической промышленности и высокопроизводительные подошвы для обуви.
Процесс вулканизации: что происходит внутри машины
Понимание последовательности операций внутри машины для вакуумной вулканизации резины объясняет, почему интеграция вакуума так существенно улучшает качество продукции. Процесс разворачивается в несколько отдельных этапов, которыми машина управляет автоматически через программируемый логический контроллер (ПЛК) или интерфейс сенсорного экрана.
Цикл начинается с подготовки и загрузки формы. Оператор помещает неотвержденную резиновую смесь — в виде предварительно взвешенных заготовок, листов или преформ — в нагретую полость формы. Форма частично закрывается, и включается вакуумный насос, вытягивающий воздух и остаточную влагу из полости формы через встроенные вакуумные каналы. Как только целевой уровень вакуума достигнут и удерживается в течение установленного времени выдержки, обычно от 15 до 60 секунд, пресс полностью закрывается, чтобы подать давление формования. Сочетание тепла, передаваемого через нагретые плиты, приложенного давления и отсутствия захваченных газов обеспечивает равномерную реакцию сшивки по всей резиновой массе. По истечении запрограммированного времени отверждения, которое варьируется от одной до тридцати минут в зависимости от типа резиновой смеси и толщины детали, пресс открывается, вакуум сбрасывается, и отвержденная деталь извлекается из формы.
Точность контроля температуры не менее важна. Современные машины для вакуумной вулканизации поддерживают температуру плит в пределах от ±1°C до ±2°C по всей поверхности формы с помощью нагревательных элементов электрического сопротивления или плит с паровым нагревом в сочетании со встроенными датчиками температуры и ПИД-регуляторами с замкнутым контуром. Такая однородность обеспечивает равномерное отверждение по всему изделию, устраняя риск недоотверждения центров или переотверждения поверхностей, которые могут возникнуть при наличии температурных градиентов по всей форме.

Основные компоненты и их функции
Производительность вакуумной вулканизационной машины зависит от качества и интеграции ее ключевых структурных и функциональных компонентов. Каждый элемент играет определенную роль в достижении последовательной, бездефектной вулканизации.
Плиты с подогревом
Плиты представляют собой плоские жесткие пластины, между которыми сжимается форма. В машинах вакуумной вулканизации плиты изготавливаются из высококачественной стали со встроенными нагревательными элементами или внутренними каналами для циркуляции пара. Допуск плоскостности имеет решающее значение: плита с неравномерным контактом поверхности будет создавать неравномерное распределение давления по форме, что приведет к изменению толщины и неполному отверждению в зонах низкого давления. Машины премиум-класса обеспечивают плоскостность валика в пределах 0,05 мм по всей рабочей поверхности и используют многоточечное измерение температуры для обнаружения и компенсации любых тепловых неравномерностей.
Вакуумная система
Вакуумная система состоит из вакуумного насоса (обычно пластинчато-роторного или сухошнекового типа), соединенного с полостью формы через герметичный контур, включающий вакуумные линии, вакуумный буферный резервуар, электромагнитные клапаны и вакуумметры. Буферный резервуар сохраняет предварительно откачанный объем, так что полость формы можно быстро довести до заданного уровня вакуума, не перегружая насос. Вакуумная герметизация поверхности раздела формы достигается за счет периферийных прокладок или каналов уплотнительных колец, выточенных на линии разъема формы. Целостность этой системы уплотнения имеет основополагающее значение — любая утечка снижает достижимый уровень вакуума и снижает эффективность удаления воздуха.
Гидравлическая или механическая система зажима
Усилие зажима, которое удерживает форму закрытой во время вулканизации, создается либо системой гидравлических цилиндров, либо, в небольших машинах, механическими коленно-рычажными механизмами. Гидравлические системы обеспечивают более точный и программируемый контроль давления и являются стандартными для промышленных вакуумных вулканизирующих машин. Усилия зажима варьируются от 50 кН в лабораторных станках или станках для изготовления мелких деталей до более 10 000 кН в больших промышленных прессах для автомобильной промышленности или резиновых изделий. Точный контроль давления имеет важное значение, поскольку как пониженное, так и избыточное давление приводят к дефектам деталей — заусенцам, неточности размеров или растрескиванию под напряжением.
Система управления ПЛК
Современные машины для вакуумной вулканизации оснащены программируемыми логическими контроллерами и человеко-машинными интерфейсами (HMI) с сенсорным экраном, которые позволяют операторам хранить, вызывать и контролировать программы вулканизации для различных резиновых смесей и конфигураций пресс-форм. Типичная программа сохраняет заданную температуру, время отверждения, уровень вакуума, время пребывания в вакууме и давление зажима как единый рецепт. ПЛК контролирует обратную связь от датчиков в режиме реального времени и генерирует сигналы тревоги при отклонениях, обеспечивая отслеживаемость процесса и стабильное качество от партии к партии.
Типы машин для вакуумной вулканизации резины
Вакуумные машины для вулканизации резины доступны в нескольких конфигурациях, каждая из которых подходит для разных объемов производства, геометрии продукта и типов резины. Выбор правильного типа машины так же важен, как и определение правильных параметров процесса.
| Тип машины | Конфигурация | Лучше всего подходит для |
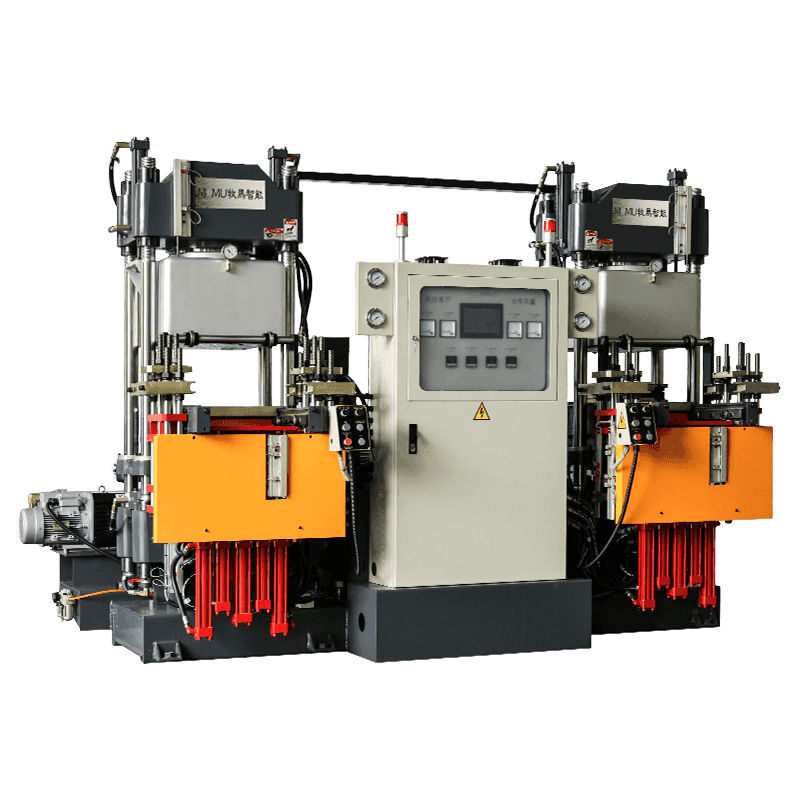
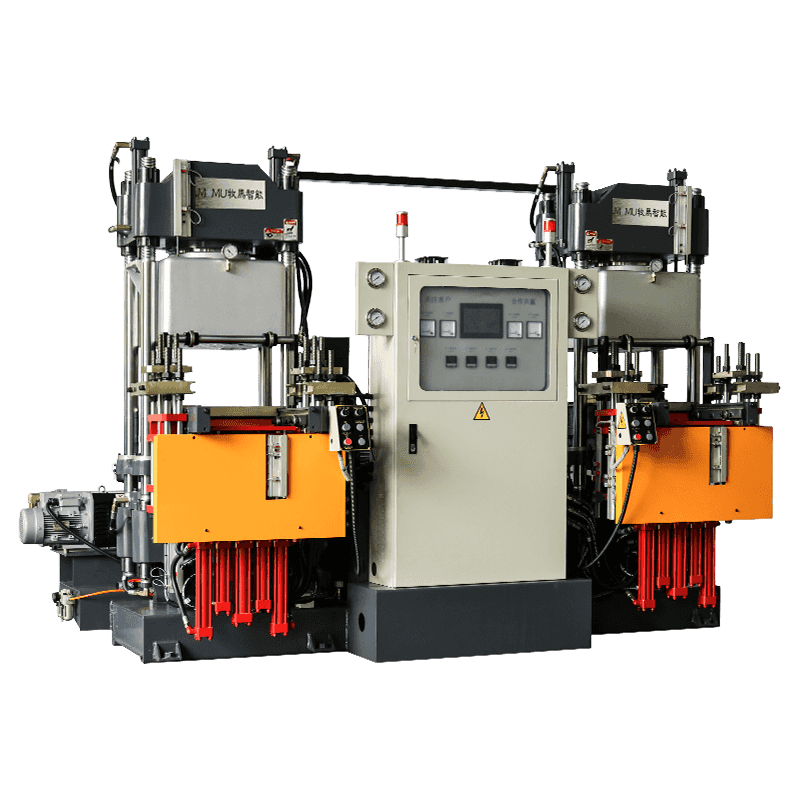
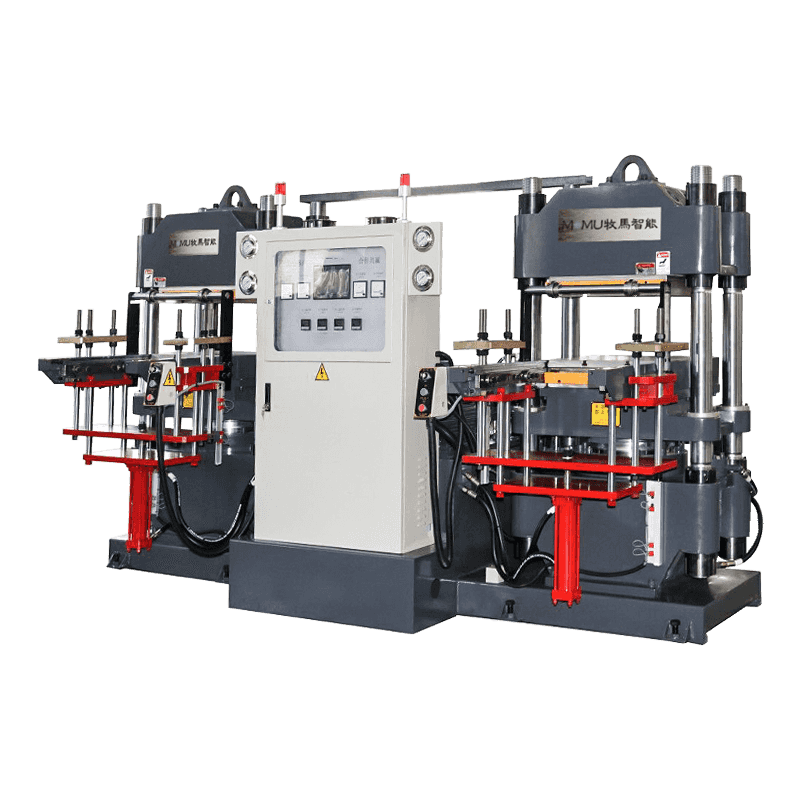
| Плоский пресс с одним дневным светом | Одно отверстие формы между двумя плитами | Маленькие и средние плоские резиновые детали, уплотнения, прокладки |
| Мультидневной пресс | Несколько расположенных друг над другом отверстий пресс-формы на одном прессе | Крупносерийное производство плоских или тонких резиновых листов. |
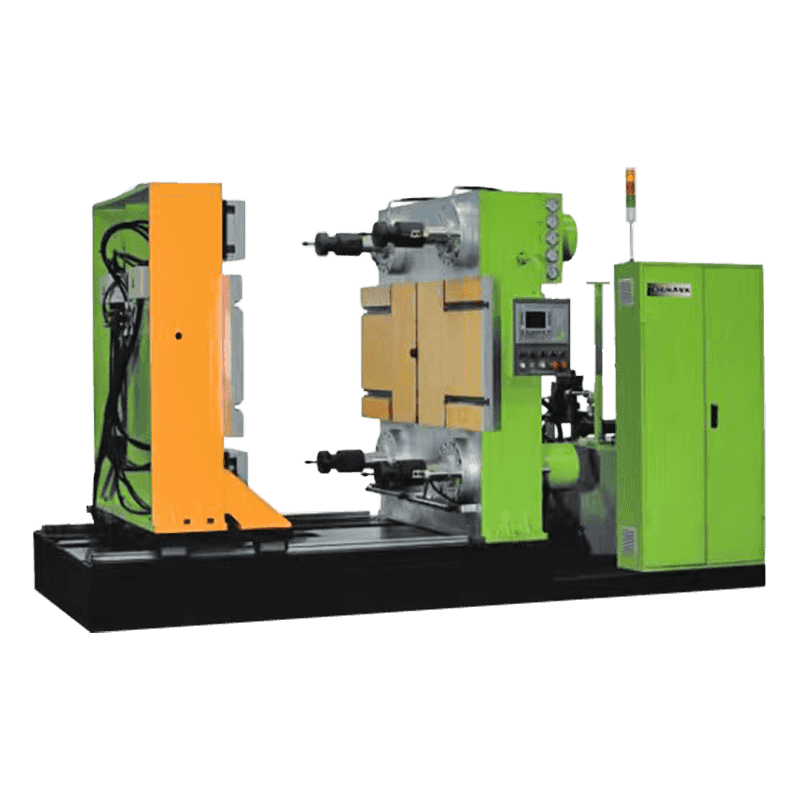
| Роторный или карусельный пресс | Вращающаяся многостанционная платформа с фиксированным источником тепла | Подошвы для обуви, непрерывное производство |
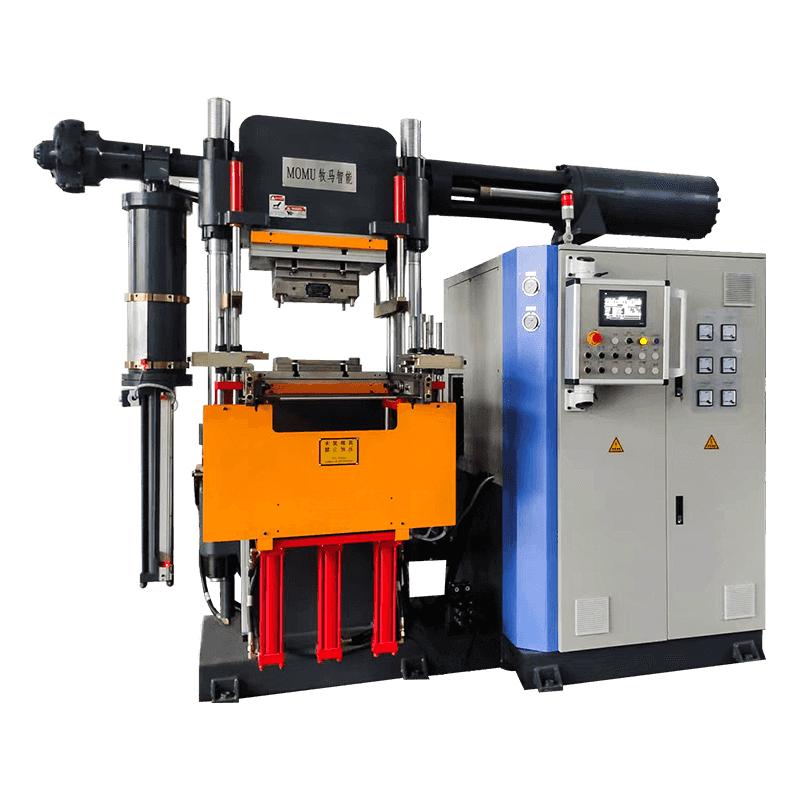
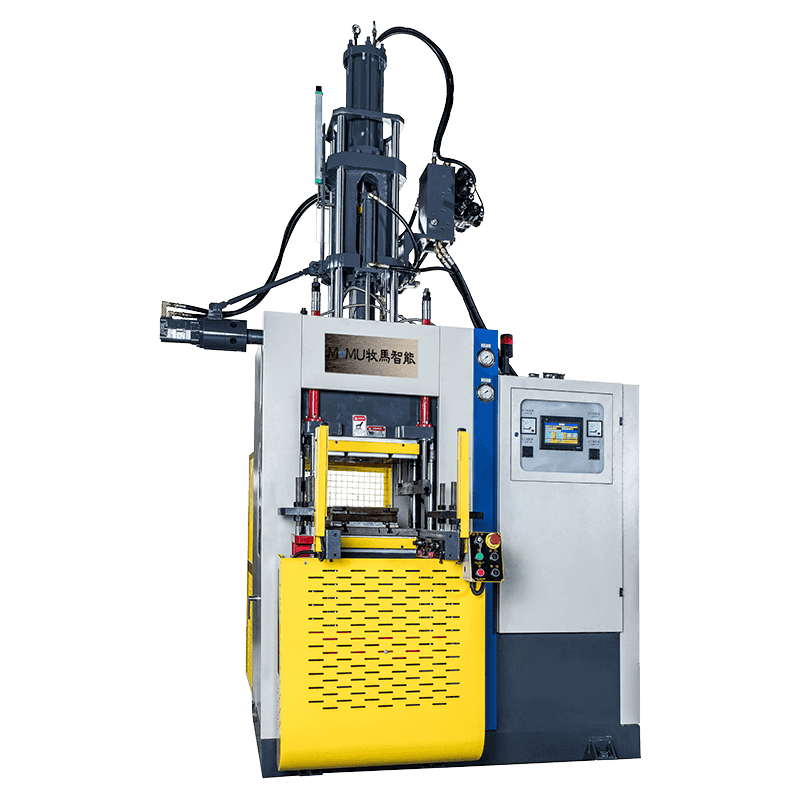
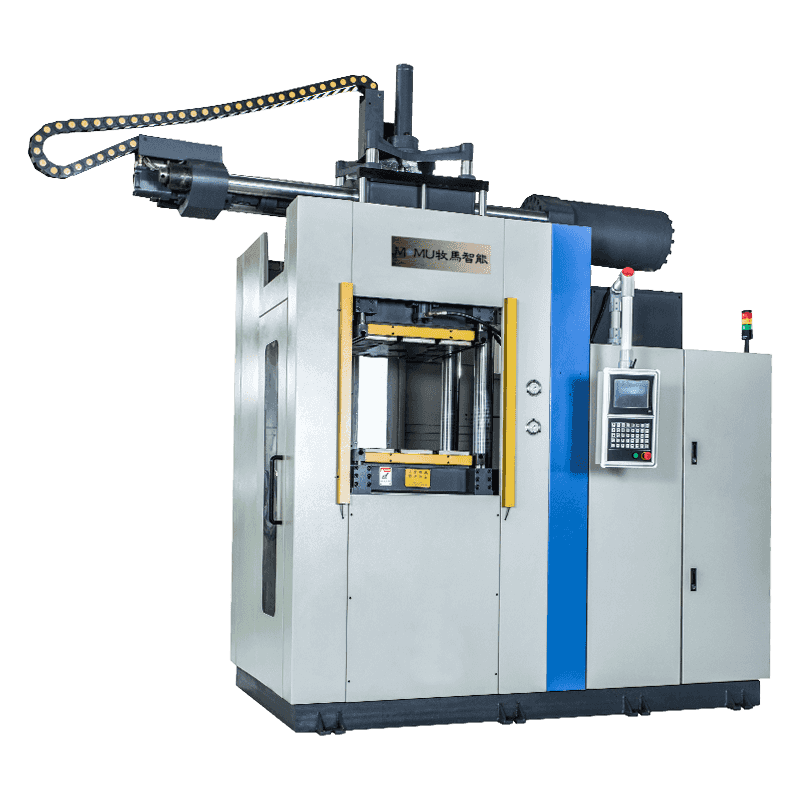
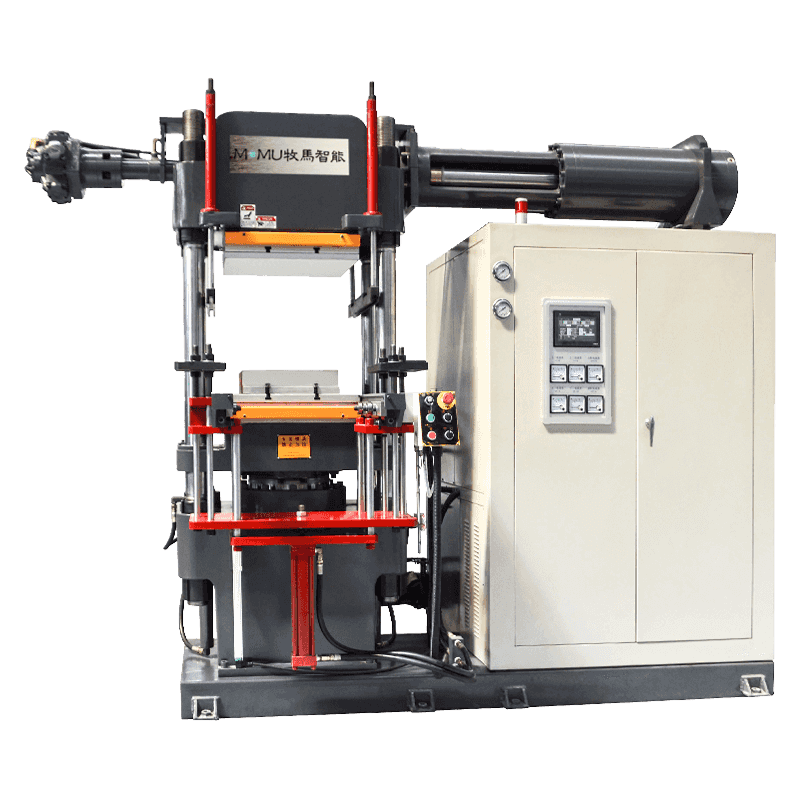
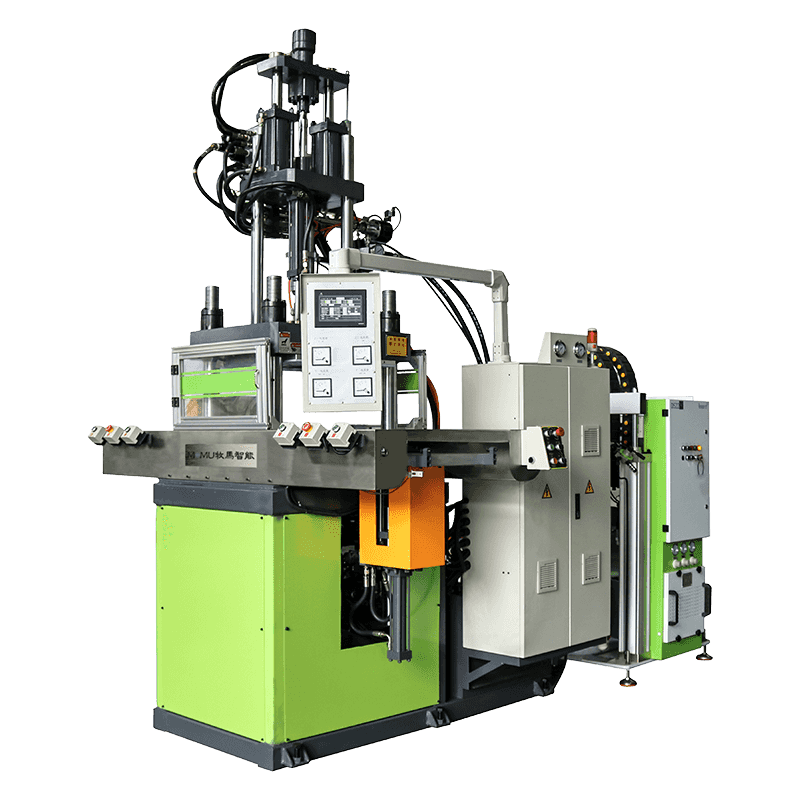
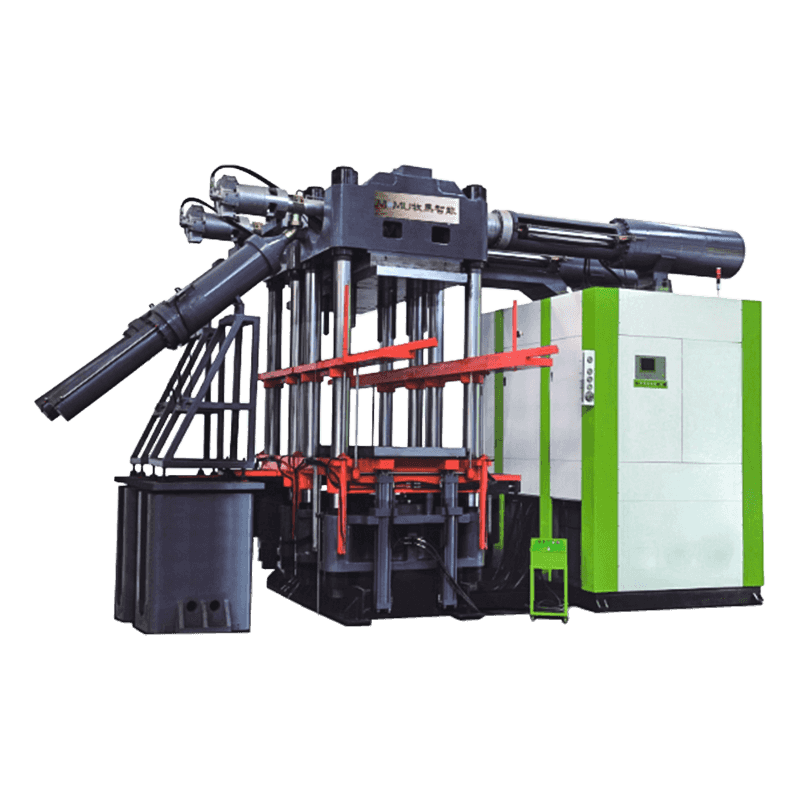
| Вертикальный литьевой пресс | Каучук впрыскивается под давлением в герметичную форму. | Сложные 3D-детали, формованные детали, техническая резина. |
| Мембранный вакуумный пресс | Гибкая силиконовая мембрана создает вакуум и давление. | Композиты на резиновой связке, изогнутые или неровные основания. |
| Лабораторный / Настольный пресс | Компактный однодневный блок с возможностью вакуумирования | НИОКР, испытания компонентов, небольшие серии прототипов |
Аdvantages of Vacuum Vulcanizing Over Standard Pressing
Инвестиции в вакуумные возможности по сравнению с обычным прессом для резины оправданы измеримыми улучшениями по нескольким показателям качества и производства. Эти преимущества становятся особенно значимыми при производстве прецизионных деталей с жесткими размерными допусками, сложной геометрией или механическими свойствами, критически важными для производительности.
- Устранение пористости и пустот: Удаление воздуха перед отверждением предотвращает образование внутренних пузырьков и ямок на поверхности, которые снижают прочность на разрыв, удлинение и герметизирующие свойства резиновых деталей. Это особенно важно для уплотнительных колец, диафрагм и резиновых изделий медицинского назначения, внутренняя целостность которых не подлежит обсуждению.
- Улучшенное качество поверхности: Условия вакуума позволяют резиновой смеси более полно проникать в мелкие детали формы, создавая более острые края, более чистое тиснение текста или логотипа, а также более гладкую общую поверхность без пятен из-за захваченного воздуха.
- Более стабильные механические свойства: Равномерная плотность по всей отвержденной детали означает постоянство значений твердости, прочности на растяжение и остаточной деформации при сжатии по всей партии, что критически важно для деталей, используемых в герметизации, виброизоляции или несущих нагрузках.
- Снижение количества брака и переделок: Выявленные при осмотре дефекты требуют либо доработки, либо списания всей детали. Вакуумная вулканизация существенно снижает количество пузырей, пористости и мелких дефектов, снижая процент брака и связанные с этим затраты на материалы и рабочую силу.
- Совместимость с чувствительными к влаге составами: Некоторые составы специальных каучуков, особенно силиконовые каучуки и некоторые соединения EPDM, особенно склонны к образованию пузырей на поверхности, вызванных остаточной влажностью. Вакуумная обработка надежно устраняет этот дефект, не требуя дополнительных этапов сушки.
- Улучшенное соединение резины с металлом и резины с тканью: Когда резина вулканизируется непосредственно на металлические вставки или тканевые подложки, захваченный воздух на границе раздела препятствует полной адгезии. Вакуумирование перед прессованием обеспечивает плотный контакт между резиной и подложкой, обеспечивая более прочное и надежное соединение.
Отрасли промышленности и продукты, в которых используется вакуумная вулканизация
Машины для вакуумной вулканизации резины используются в широком спектре отраслей промышленности, где качество резиновой продукции напрямую влияет на безопасность, надежность и соответствие нормативным требованиям. Следующие отрасли представляют собой наиболее важные области применения.
Аutomotive Sealing and Gaskets
Аutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
Медицинские и фармацевтические применения
Компоненты из силикона и резины медицинского назначения, включая поршни шприцев, мембраны клапанов, респираторные маски и трубки, должны соответствовать строгим стандартам чистоты и структурной целостности. Вакуумная вулканизация устраняет риск загрязнения, связанный с захваченным воздухом, обеспечивая при этом гладкость поверхности и точность размеров, необходимые для биосовместимых продуктов. Многие стандарты медицинского оборудования косвенно требуют вакуумной обработки как части надлежащей производственной практики формованных резиновых деталей.
Производство подошв для обуви
В обувной промышленности вакуумные вулканизационные прессы используются для производства резиновых подошв с четким рисунком протектора, постоянной плотностью и сильной адгезией к материалам верха. Функция вакуума особенно ценна при формовании подошв с толстым профилем, где захват воздуха в глубоких полостях протектора является постоянной проблемой при обычном прессовании. Вакуумные вулканизационные прессы карусельного типа широко используются для этой цели на крупных обувных фабриках по всей Азии.
Аerospace and Defense Seals
Резиновые уплотнения и уплотнительные кольца, используемые в аэрокосмических гидравлических системах, топливных системах и системах экологического контроля, должны соответствовать чрезвычайно жестким допускам по твердости, остаточной деформации при сжатии и внутренней однородности. Вулканизация в вакууме является стандартной практикой для этих компонентов, поскольку последствия выхода из строя уплотнения в процессе эксплуатации являются серьезными. Спецификации резины аэрокосмического класса часто прямо требуют вакуумного формования как части утвержденного производственного процесса.
Ключевые факторы, которые следует учитывать при выборе машины
Выбор подходящей машины для вакуумной вулканизации резины для конкретного производственного применения требует систематической оценки технологических требований, объемов производства и долгосрочных эксплуатационных соображений. Установление приоритета самой низкой закупочной цены без оценки общей стоимости владения часто приводит к повторяющимся проблемам с качеством и более высоким затратам в течение жизненного цикла.
- Размер стола и отверстие для дневного света: Размеры рабочей плиты должны соответствовать самой большой форме, которую вы собираетесь использовать, с достаточным запасом. Проем для дневного света — максимальный зазор между открытыми плитами — должен быть достаточным для высоты формы плюс зазор для удаления деталей.
- Максимальная сила зажима: Рассчитайте необходимую силу зажима, умножив площадь проекции полости формы на необходимое давление формования (обычно от 5 до 20 МПа в зависимости от резиновой смеси и геометрии детали). Номинальный тоннаж машины должен значительно превышать это значение.
- Аchievable vacuum level and pump capacity: Убедитесь, что машина может достигать -0,095 МПа или выше и что производительность вакуумного насоса соответствует объему полости формы, поэтому целевой уровень вакуума достигается в течение приемлемого времени выдержки.
- Температурный диапазон и характеристики однородности: Убедитесь, что максимальная рабочая температура соответствует температуре отверждения вашей резиновой смеси, и запросите документированные данные об однородности температуры плиты — в идеале ±2°C или лучше по всей поверхности плиты.
- Система управления и регистрации данных: Для производства, где качество критически важно, отдайте предпочтение машинам с полной регистрацией технологических данных, управлением рецептами и записью истории сигналов тревоги. Эти возможности поддерживают требования ISO и отраслевые требования к системе качества и упрощают анализ первопричин возникновения дефектов.
- Аfter-sales support and spare parts availability: Вакуумные системы, гидравлические компоненты и нагревательные элементы требуют периодического обслуживания и возможной замены. Убедитесь, что производитель или его местный агент может оперативно поставить критически важные запасные части, а также ознакомьтесь с условиями гарантии и наличием сервисных инженеров на месте, прежде чем обращаться к поставщику.
Методы технического обслуживания, которые защищают производительность машины
А vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- Проверяйте и заменяйте масло вакуумного насоса с периодичностью, указанной производителем — обычно каждые 500–1000 часов работы — поскольку загрязнение масла значительно снижает эффективность насоса и достижимый уровень вакуума.
- Проверяйте уплотнительные прокладки и уплотнительные кольца пресс-формы перед каждым производственным циклом и немедленно заменяйте их при обнаружении износа, сжатия или повреждения, поскольку даже незначительная утечка уплотнения не позволяет достичь целевого уровня вакуума.
- Периодически проверяйте однородность температуры плиты, используя калиброванное многоточечное измерение термопары, и повторно калибруйте ПИД-регуляторы температуры, если отклонения превышают спецификации.
- Контролируйте состояние гидравлического масла и состояния фильтров, заменяя фильтры и жидкость в соответствии с графиком технического обслуживания, чтобы предотвратить износ клапана и утечку в цилиндре, которые могут привести к несоответствию усилия зажима.
- Следите за тем, чтобы поверхности валов были чистыми и не допускали образования остатков резины, поскольку скопившиеся остатки создают неравномерный контакт с формой и вызывают локальные колебания давления и температуры, которые ухудшают качество детали.